
ABB FT-IR Gas Analyzer MBGAS-3000
Technical Analysis of ABB FT-IR Gas Analyzer MBGAS-3000
Abstract
The ABB FT-IR Gas Analyzer MBGAS-3000 represents a cutting-edge solution for industrial gas analysis, leveraging Fourier Transform Infrared (FT-IR) spectroscopy. This paper provides a comprehensive overview of its technical specifications, operational principles, application areas, and advantages. Through an analysis of its precision, versatility, and role in advancing industrial processes, we illustrate its importance in modern automation and environmental monitoring.
Introduction
In industrial automation and environmental monitoring, gas analysis is a critical function. The ABB FT-IR Gas Analyzer MBGAS-3000 utilizes Fourier Transform Infrared spectroscopy to detect and quantify a wide range of gases with high accuracy. This paper aims to delve into the technical features, applications, and benefits of the MBGAS-3000, demonstrating its relevance in diverse industrial sectors.
Operating Principles
Fourier Transform Infrared Spectroscopy
FT-IR spectroscopy is a powerful analytical technique based on the absorption of infrared light by gas molecules. Each gas has a unique spectral signature, allowing the MBGAS-3000 to detect and quantify multiple gases simultaneously. The analyzer splits infrared light into a broad spectrum and measures how different wavelengths are absorbed by the sample gas. This data is then processed using advanced algorithms to produce precise measurements.
Key Components
Interferometer: Central to FT-IR technology, the interferometer modulates the infrared light into interference patterns.
Detectors: High-sensitivity detectors ensure accurate measurements even at low concentrations.
Gas Cell: Designed to optimize the path length, enabling effective analysis of trace gases.
Optical Components: Coated mirrors and lenses enhance signal strength and durability in harsh environments.
Technical Specifications
Measurement Range: The MBGAS-3000 is capable of detecting a wide array of gases, including CO, CO₂, CH₄, NO, NOu208x, and SO₂, across varying concentrations.
Sensitivity: Detection limits reach parts per billion (ppb), ensuring precision in critical applications.
Sampling Modes: Equipped with continuous and batch sampling options, the system is adaptable to different operational needs.
Environmental Tolerance: The analyzer is designed to operate reliably in extreme temperatures and high-humidity conditions.
Data Output: Integration with industrial control systems via protocols like Modbus and OPC ensures seamless data transmission.

Applications
Environmental Monitoring
The MBGAS-3000 plays a significant role in reducing industrial emissions by providing accurate monitoring of greenhouse gases and pollutants. It is widely used in compliance with environmental regulations.
Process Optimization
In industries such as petrochemical, power generation, and manufacturing, real-time gas analysis improves process efficiency, reduces waste, and enhances product quality.
Safety Monitoring
By detecting hazardous gases, the MBGAS-3000 contributes to workplace safety, minimizing risks associated with leaks and exposure to toxic substances.
Advantages
High Precision
The FT-IR technology ensures reliable detection of trace gases, providing a competitive edge over conventional gas analyzers.
Multi-Gas Analysis
The MBGAS-3000 can measure multiple gases simultaneously, streamlining operations and reducing the need for multiple instruments.
Robust Design
Its rugged construction makes it suitable for harsh industrial environments, ensuring longevity and reduced maintenance costs.
User-Friendly Interface
The system includes intuitive software for data visualization and analysis, enhancing user experience and operational efficiency.
Case Studies
Application in Power Plants
A coal-fired power plant implemented the MBGAS-3000 for monitoring NOx and SO₂ emissions. During a key discussion with the plant’s operations team, ABB engineers highlighted the benefits of real-time data analysis and presented a detailed plan to ensure seamless integration. Training sessions were conducted, where operators were guided step-by-step through calibration procedures and data interpretation techniques. Over the subsequent three months, the plant not only achieved compliance with stringent environmental standards but also reduced overall emissions by 20%, demonstrating the long-term value of investing in advanced analytical technology.A coal-fired power plant implemented the MBGAS-3000 for monitoring NOx and SO₂ emissions. During a key discussion with the plant’s operations team, ABB engineers highlighted the benefits of real-time data analysis and presented a detailed plan to ensure seamless integration. Training sessions were conducted, where operators were guided step-by-step through calibration procedures and data interpretation techniques. Over the subsequent three months, the plant not only achieved compliance with stringent environmental standards but also reduced overall emissions by 20%, demonstrating the long-term value of investing in advanced analytical technology. coal-fired power plant implemented the MBGAS-3000 for monitoring NOA coal-fired power plant implemented the MBGAS-3000 for monitoring NOu208x and SO₂ emissions. The analyzer’s real-time data enabled the plant to meet stringent environmental standards and reduce emissions by 20% over three months.
-
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
 GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board -
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
 GE EVPBDP0001 EVPBDP032 control module
GE EVPBDP0001 EVPBDP032 control module -
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
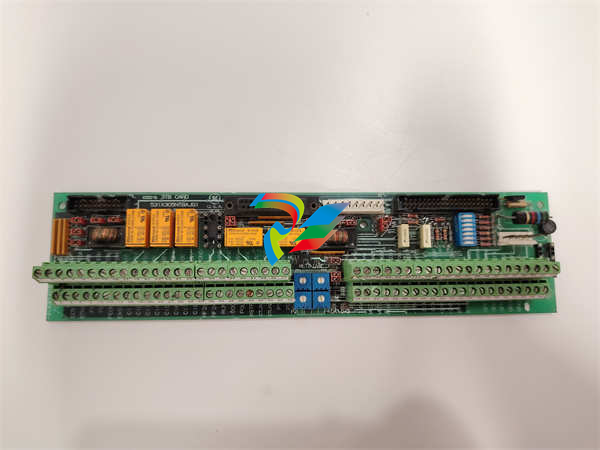
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
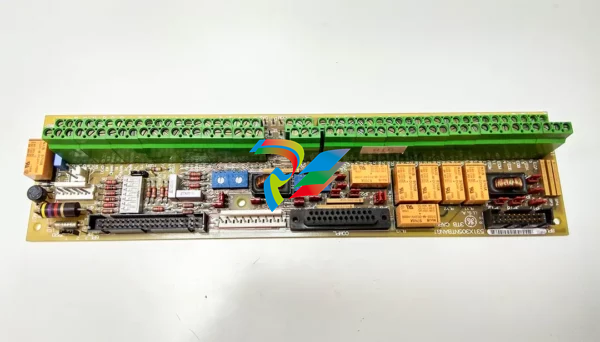 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
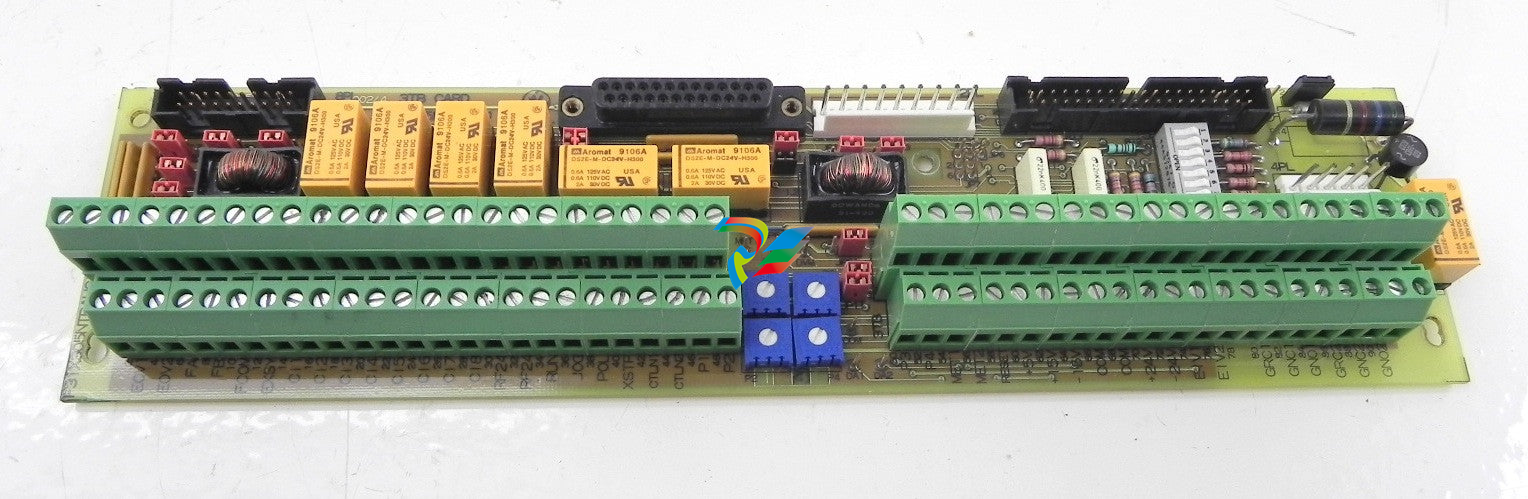 GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X -
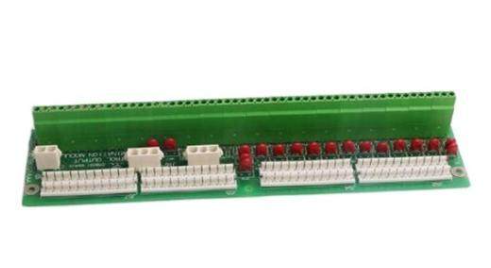
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
 FUJI NP1BS-08 base plate
FUJI NP1BS-08 base plate -
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
 FRCE SYS68K CPU-40 B/16 PLC core processor module
FRCE SYS68K CPU-40 B/16 PLC core processor module -
 Foxboro FBM I/O cards PBCO-D8-009
Foxboro FBM I/O cards PBCO-D8-009 -
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
.jpg) FOXBORO RH928AW | I/A Series Relay Output Module
FOXBORO RH928AW | I/A Series Relay Output Module -
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module -
 Foxboro P0972VA Industrial Control Module
Foxboro P0972VA Industrial Control Module -
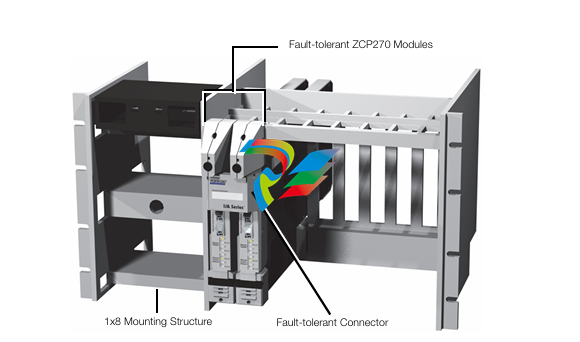
 Foxboro Z-Module Control Processor 270 (ZCP270)
Foxboro Z-Module Control Processor 270 (ZCP270) -
 Foxboro PO916JS 16-channel terminal block module
Foxboro PO916JS 16-channel terminal block module -
 Foxboro PO911SM High-performance digital/analog input/output module
Foxboro PO911SM High-performance digital/analog input/output module -
 Foxboro P0972PP-NCNI Network Interface Module
Foxboro P0972PP-NCNI Network Interface Module -
.jpg) FOXBORO P0971QZ controller module
FOXBORO P0971QZ controller module -
 FOXBORO P0971DP Thermal resistance input/output module
FOXBORO P0971DP Thermal resistance input/output module -
 FOXBORO P0970VB Cable connector
FOXBORO P0970VB Cable connector -
 FOXBORO P0970EJ-DNBX Dual-node bus expansion module
FOXBORO P0970EJ-DNBX Dual-node bus expansion module -
 FOXBORO P0970BP Redundant power supply system
FOXBORO P0970BP Redundant power supply system -
.jpg) FOXBORO P0970BC-DNBI DeviceNet bus interface module
FOXBORO P0970BC-DNBI DeviceNet bus interface module -
.jpg) FOXBORO P0961FX-CP60S Main control CPU module
FOXBORO P0961FX-CP60S Main control CPU module -
.jpg) FOXBORO P0961EF-CP30B Network Interface Unit
FOXBORO P0961EF-CP30B Network Interface Unit -
.jpg) FOXBORO P0961CA Optical fiber local area network module
FOXBORO P0961CA Optical fiber local area network module -
.jpg) FOXBORO P0961BD-GW30B gateway processor module
FOXBORO P0961BD-GW30B gateway processor module -
.jpg) FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module
FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module -
FOXBORO P0960JA-CP40 High-performance control processor
-
FOXBORO P0926TM Control module
-
 FOXBORO P0916BX Termination Assembly
FOXBORO P0916BX Termination Assembly -
.jpg) FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module
FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module -
 FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly
FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly -
.jpg) FOXBORO P0912CB High-performance interface module
FOXBORO P0912CB High-performance interface module -
.jpg) FOXBORO P0911VJ Thermal resistance input output module
FOXBORO P0911VJ Thermal resistance input output module -
.jpg) FOXBORO P0911QH-A High-precision module
FOXBORO P0911QH-A High-precision module -
 FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module
FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module -
 FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module
FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module -
 FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module
FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module -
 Foxboro P0903ZL P0903ZN Industrial power module
Foxboro P0903ZL P0903ZN Industrial power module -
 Foxboro P0903ZE I/A Series Fieldbus Isolator Module
Foxboro P0903ZE I/A Series Fieldbus Isolator Module -
 FOXBORO P0903NW Industrial Control Module
FOXBORO P0903NW Industrial Control Module -
.jpg) FFOXBORO P0903NQ Industrial power module
FFOXBORO P0903NQ Industrial power module -
 FFOXBORO P0903AA Control Module
FFOXBORO P0903AA Control Module -
 FOXBORO P0400DL Digital output module
FOXBORO P0400DL Digital output module -
.jpg) FOXBORO P0400BJ Digital output module
FOXBORO P0400BJ Digital output module -
 FOXBORO GW30 industrial control module
FOXBORO GW30 industrial control module -
 FOXBORO FBM231 Communication Output Module
FOXBORO FBM231 Communication Output Module -
 FOXBORO Fieldbus Communications Module, FCM10Ef
FOXBORO Fieldbus Communications Module, FCM10Ef -
 FOXBORO Fieldbus Communications Module, FCM10E
FOXBORO Fieldbus Communications Module, FCM10E


