
Food Manufacturer Improves Safety and Productivity
### Title: Food Manufacturer Improves Safety and Productivity In the highly competitive and regulated food manufacturing industry, companies are constantly striving to enhance both safety and productivity to meet consumer demands, comply with strict regulations, and maintain a strong market position. One such food manufacturer has successfully implemented a series of strategies and initiatives that have led to significant improvements in these crucial aspects. #### 1. Introduction The food manufacturer in question, which specializes in a wide range of processed food products, recognized the importance of ensuring the highest levels of safety while also optimizing its production processes to boost productivity. By investing in advanced technologies, employee training, and process improvements, the company has achieved remarkable results that have not only benefited its bottom line but also enhanced its reputation for quality and reliability.

#### 2. Upgrading Equipment and Technology One of the key steps taken by the food manufacturer was to upgrade its production equipment and adopt the latest technological advancements. For instance, automated processing lines were installed to replace some of the more labor-intensive and error-prone manual operations. These automated systems are capable of precisely measuring and mixing ingredients, ensuring consistent product quality batch after batch. In the packaging department, state-of-the-art packaging machines were introduced that can handle a higher volume of products with greater speed and accuracy. Moreover, the company implemented advanced food safety monitoring technologies. Sensors were placed at various critical points throughout the production process to continuously monitor parameters such as temperature, humidity, and pH levels. These sensors are connected to a centralized monitoring system that alerts operators immediately if any of the measured values deviate from the predefined safety ranges. This real-time monitoring has significantly reduced the risk of food spoilage and contamination, ensuring that only safe products reach the consumers. #### 3. Employee Training and Safety Culture Recognizing that employees play a vital role in maintaining safety and productivity, the food manufacturer placed a strong emphasis on comprehensive training programs. All employees, from those working on the production floor to management staff, undergo regular training sessions on food safety protocols, proper handling of equipment, and emergency response procedures. Training is not limited to just the initial onboarding but is an ongoing process. Refresher courses are provided periodically to keep employees updated on the latest industry standards and any changes in internal procedures. Additionally, the company has been working hard to foster a strong safety culture. Safety incentives and recognition programs were established to encourage employees to actively participate in maintaining a safe working environment. Through regular safety meetings and open communication channels, employees feel empowered to report any potential safety issues or suggest improvements, creating a collaborative atmosphere focused on safety. #### 4. Process Optimization The food manufacturer also focused on optimizing its production processes to increase productivity. A detailed analysis of the entire production workflow was conducted to identify bottlenecks and areas where improvements could be made. For example, by rearranging the layout of the production facility and optimizing the flow of raw materials and finished products, the company was able to reduce unnecessary movement and waiting times. Lean manufacturing principles were applied to eliminate waste in various forms, such as excess inventory, overproduction, and unnecessary processing steps. This not only improved efficiency but also reduced costs associated with waste disposal and inventory management. Just-in-time inventory systems were implemented, ensuring that raw materials are delivered precisely when needed, minimizing storage space requirements and the risk of spoilage. #### 5. Quality Control and Assurance To further enhance safety and productivity, the food manufacturer strengthened its quality control and assurance measures. Rigorous testing procedures were put in place at multiple stages of the production process. Raw materials are inspected thoroughly upon arrival to ensure they meet the required quality standards. During production, samples are taken regularly for in-house testing to monitor key quality parameters, and final products undergo comprehensive quality checks before being released to the market. The company also maintains close relationships with its suppliers, regularly auditing them to ensure the consistent supply of high-quality raw materials. This proactive approach to quality control has helped to minimize product recalls and customer complaints, safeguarding the company's brand reputation while also reducing the costs associated with rework and lost sales due to quality issues. #### 6. Results and Future Outlook The efforts made by the food manufacturer have yielded impressive results. The rate of food safety incidents has decreased significantly, with a notable reduction in instances of contamination and spoilage. Productivity has also seen a substantial boost, with the company being able to increase its production output while maintaining or even improving product quality. This has translated into higher profits and a stronger market position. Looking ahead, the company plans to continue its commitment to safety and productivity improvement. It aims to explore further technological innovations, such as the integration of artificial intelligence and machine learning in quality control and predictive maintenance of equipment. By staying at the forefront of industry trends and continuously investing in its people, processes, and technology, the food manufacturer is well-positioned to meet future challenges and maintain its upward trajectory in the highly competitive food manufacturing sector. In conclusion, this food manufacturer serves as an excellent example of how a combination of strategic investments in technology, employee training, process optimization, and quality control can lead to significant improvements in both safety and productivity within the food manufacturing industry. Other companies in the sector can draw inspiration from its success story and implement similar strategies to achieve their own goals in this regard.
-
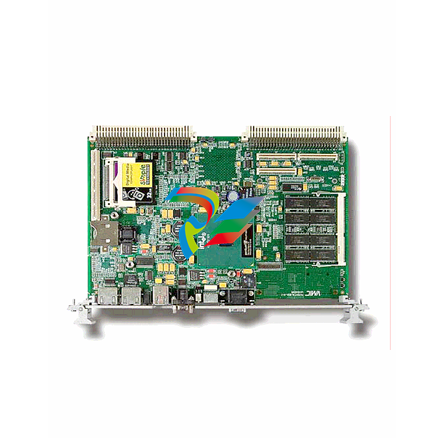
 D20MIC10BASE-T 820-0756 Network card
D20MIC10BASE-T 820-0756 Network card -
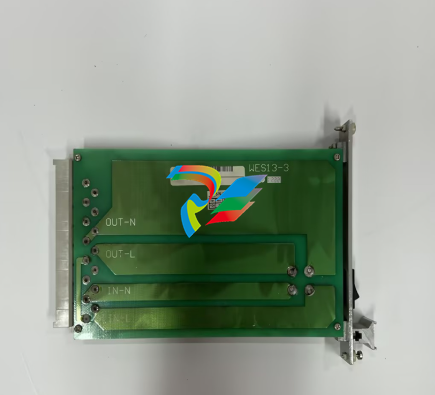
 WES13-3 5167-0001-0210 CPU/Auxiliary Control board
WES13-3 5167-0001-0210 CPU/Auxiliary Control board -
 WES13-3 2508-21001 Embedded digital module
WES13-3 2508-21001 Embedded digital module -
D20ME 526-2005-216943 control module
-
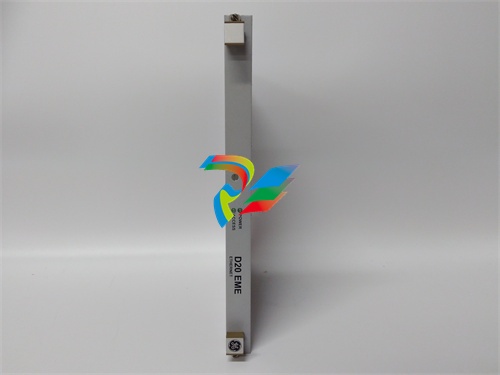
 D20EME 0526-21170-1 Enhanced Master Communications Module for D20 Substation RTUs
D20EME 0526-21170-1 Enhanced Master Communications Module for D20 Substation RTUs -
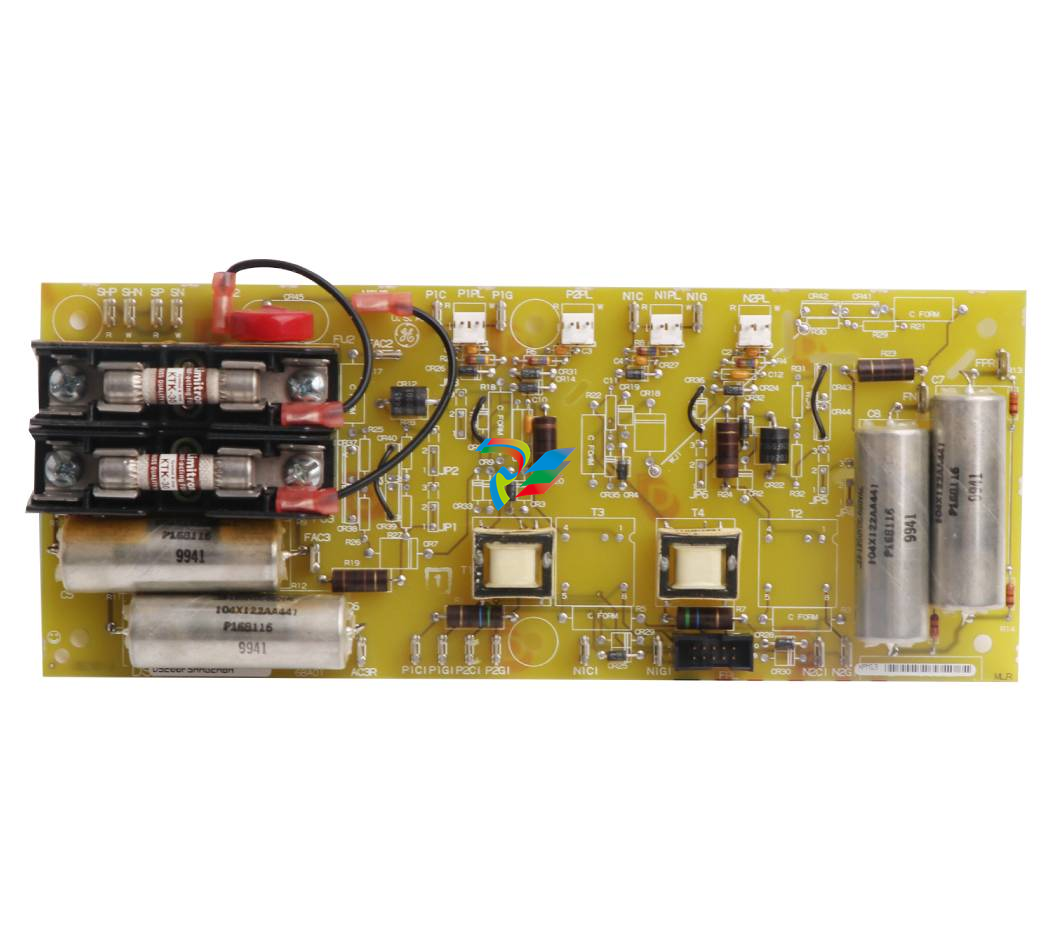
.jpg) 2400-21004 / 2010-3101-0442 – Redundant Power Supply Module for Mark VIe Turbine Control
2400-21004 / 2010-3101-0442 – Redundant Power Supply Module for Mark VIe Turbine Control -
 PACSystems™ IC695CPE400 RX3i 64 MB
PACSystems™ IC695CPE400 RX3i 64 MB -
 DS200DCFBG2BNC DC2000 DC Feedback Board
DS200DCFBG2BNC DC2000 DC Feedback Board -
 OLDI Ethernet interface module 56SAM-844
OLDI Ethernet interface module 56SAM-844 -
 IS200BPPBH2CAA Mark VIe Power Supply Module
IS200BPPBH2CAA Mark VIe Power Supply Module -
 IS210MACCH2AEG Motor Control and Communication Module
IS210MACCH2AEG Motor Control and Communication Module -
 IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module
IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module -
 IS200AEPAH1AFD Printed circuit board
IS200AEPAH1AFD Printed circuit board -
IS200AEPAH1ACB Analog I/O Module
-
 IS200WREAS1ADB AERO TRIP TB DBRD sub-board
IS200WREAS1ADB AERO TRIP TB DBRD sub-board -
 IS200WETAH1AEC large board component made Mark VI system
IS200WETAH1AEC large board component made Mark VI system -
 IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems
IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems -
 IS200WEMAH1AEA Control board
IS200WEMAH1AEA Control board -
IS210MACCH1AGG processor card
-
 IS230TNRLH1B Discrete Output Modular Assembly
IS230TNRLH1B Discrete Output Modular Assembly -
 Mark V Series DS200PCCAG1ACB PCB Power Connect Card
Mark V Series DS200PCCAG1ACB PCB Power Connect Card -
 DS200SI0CG1AEA Instantaneous overcurrent card
DS200SI0CG1AEA Instantaneous overcurrent card -
 DS200SHVMG1AGE Analog I/O board
DS200SHVMG1AGE Analog I/O board -
 DS200SI0CG1A6A Input/Output Module
DS200SI0CG1A6A Input/Output Module -
 DS200SHVMG1AFE SCR High Voltage Interface Board
DS200SHVMG1AFE SCR High Voltage Interface Board -
 DS200RT8AG3AHC Relay Output Terminal Board
DS200RT8AG3AHC Relay Output Terminal Board -
 DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board
DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board -
 531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board
531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board -
 ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0
ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0 -
 NI Controller for VXI VXIPC-871B
NI Controller for VXI VXIPC-871B -
 IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card -
 VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board -
 WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board -
WES5120 2340-21004 Controller Main Module
-
 WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module -
WESDAC D20ME 18-MAR-13 Excitation Control Module
-
 D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module -
 GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand -
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
-
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
GE EVPBDP0001 EVPBDP032 control module
-
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
-
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
FUJI NP1BS-08 base plate
-
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
FRCE SYS68K CPU-40 B/16 PLC core processor module
-
Foxboro FBM I/O cards PBCO-D8-009
-
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
FOXBORO RH928AW | I/A Series Relay Output Module
-
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
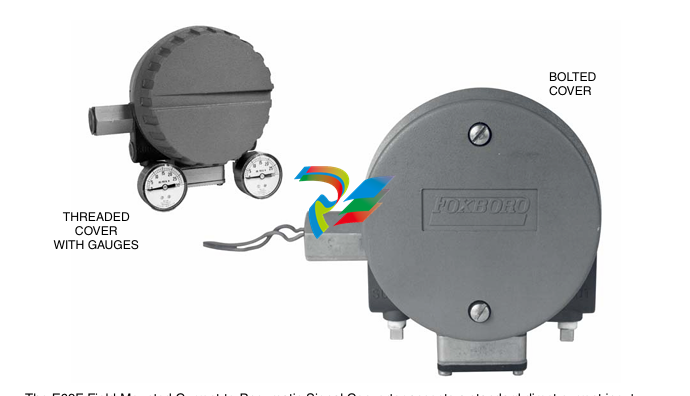
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
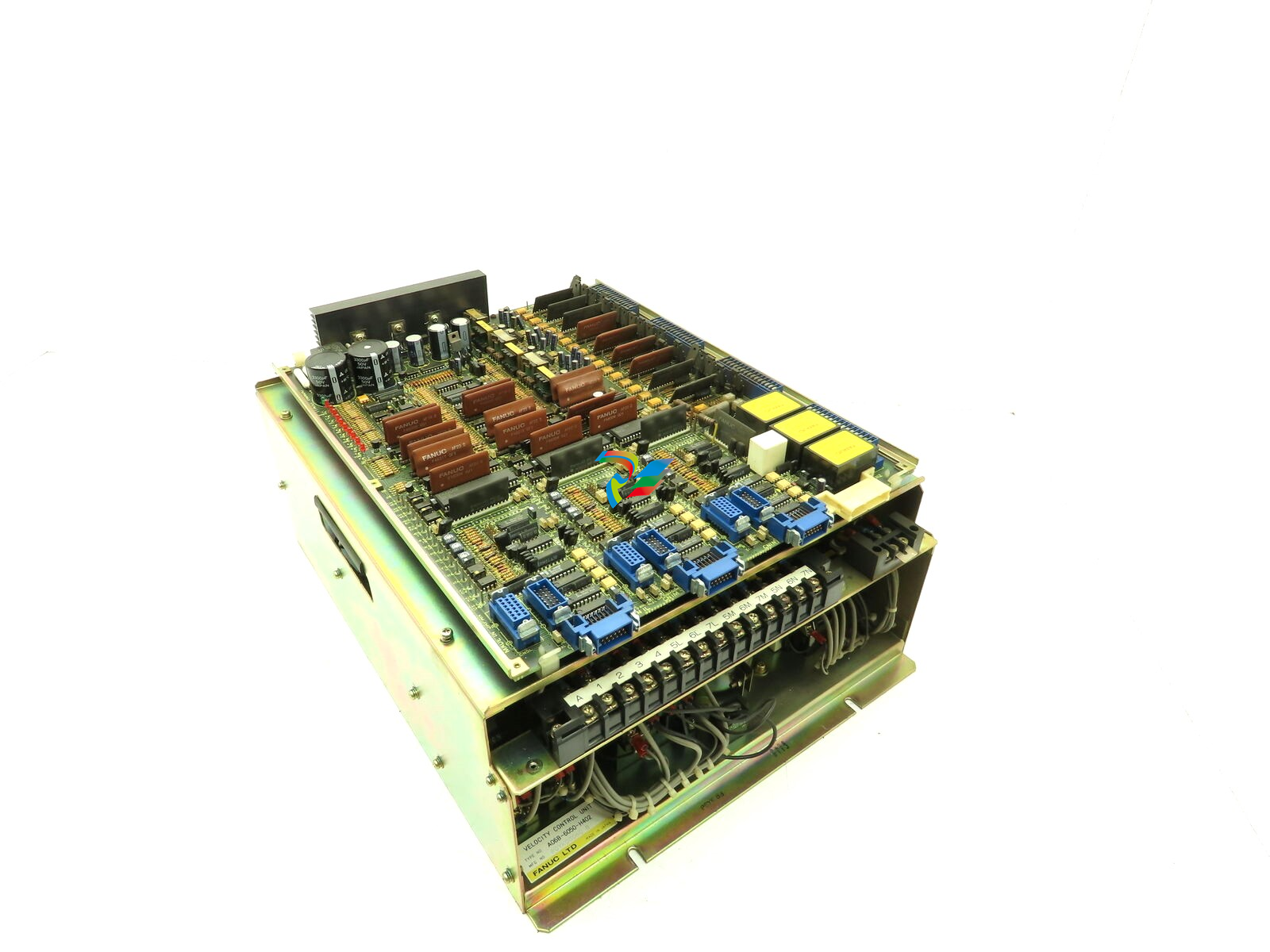 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
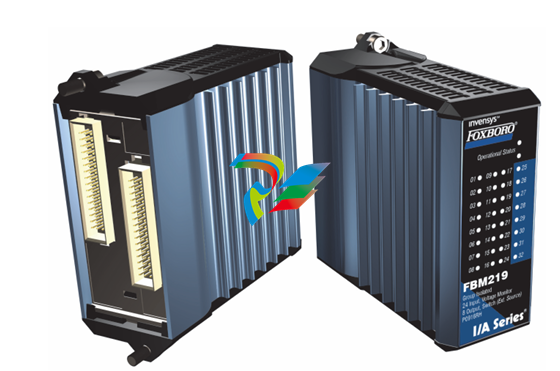 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module


