
GESPEEDTRONIC™ MARK V GAS TURBINE CONTROL SYSTEM
INTRODUCTION
The SPEEDTRONIC™ Mark V Gas Turbine
Control System is the latest derivative in the
highly successful SPEEDTRONIC™ series.
Preceding systems were based on automated turbine control, protection and sequencing techniques dating back to the late 1940s, and have
grown and developed with the available technology. Implementation of electronic turbine control, protection and sequencing originated with
the Mark I system in 1968. The Mark V system is
a digital implementation of the turbine automation techniques learned and refined in more
than 40 years of successful experience, over 80%
of which has been through the use of electronic
control technology.
The SPEEDTRONIC™ Mark V Gas Turbine
Control System employs current state-of-the-art
technology, including triple-redundant 16-bit
microprocessor controllers, two-out-of-three voting redundancy on critical control and protection parameters and Software-Implemented
Fault Tolerance (SIFT). Critical control and protection sensors are triple redundant and voted
by all three control processors. System output
signals are voted at the contact level for critical
solenoids, at the logic level for the remaining
contact outputs and at three coil servo valves for
analog control signals, thus maximizing both
protective and running reliability. An independent protective module provides triple redundant hardwired detection and shutdown on
overspeed along with detecting flame. This module also synchronizes the turbine generator to
the power system. Synchronization is backed up
by a check function in the three control processors.
The Mark V Control System is designed to fulfill all gas turbine control requirements. These
include control of liquid, gas or both fuels in
accordance with the requirements of the speed,
load control under part-load conditions, temperature control under maximum capability
conditions or during startup conditions. In addition, inlet guide vanes and water or steam injection are controlled to meet emissions and operating requirements. If emissions control uses
Dry Low NOx techniques, fuel staging and combustion mode are controlled by the Mark V system, which also monitors the process.
Sequencing of the auxiliaries to allow fully automated startup, shutdown and cooldown are also
handled by the Mark V Control System. Turbine
protection against adverse operating situations
and annunciation of abnormal conditions are
incorporated into the basic system. The operator interface consists of a color
graphic monitor and keyboard to provide feedback regarding current operating conditions.
Input commands from the operator are entered
using a cursor positioning device. An arm/execute sequence is used to prevent inadvertent turbine operation. Communication between the
operator interface and the turbine control is
through the Common Data Processor, or <C>, to
the three control processors called <R>, <S> and
<T>. The operator interface also handles communication functions with remote and external
devices. An optional arrangement, using a
redundant operator interface, is available for
those applications where integrity of the external data link is considered essential to continued plant operations. SIFT technology protects
against module failure and propagation of data
errors. A panel mounted back-up operator display, directly connected to the control processors, allows continued gas turbine operation in
the unlikely event of a failure of the primary
operator interface or the <C> module.
Built-in diagnostics for troubleshooting purposes are extensive and include “power-up,”
background and manually initiated diagnostic
routines capable of identifying both control
panel and sensor faults. These faults are identified down to the board level for the panel and
to the circuit level for the sensor or actuator
components. The ability for on-line replacement
of boards is built into the panel design and is
available for those turbine sensors where physical access and system isolation are feasible. Set
points, tuning parameters and control constants
are adjustable during operation using a security
password system to prevent unauthorized access.
Minor modifications to sequencing and the
addition of relatively simple algorithms can be
accomplished when the turbine is not operating.
They are also protected by a security password.
A printer is included in the control system
and is connected via the operator interface. The
printer is capable of copying any alpha-numeric
display shown on the monitor. One of these displays is an operator configurable demand display that can be automatically printed at a
selectable interval. It provides an easy means to
obtain periodic and shift logs. The printer automatically logs time-tagged alarms, as well as the
clearance of alarms. In addition, the printer will
print the historical trip log that is frozen in
memory in the unlikely event of a protective
trip. The log assists in identifying the cause of a
trip for trouble shooting purposes.
The statistical measures of reliability and availability for SPEEDTRONIC™ Mark V systems have
quickly established the effectiveness of the new
control because it builds on the highly successful SPEEDTRONIC™ Mark IV system.
Improvements in the new design have been
made in microprocessors, I/O capacity, SIFT
technology, diagnostics, standardization and
operator information, along with continued
application flexibility and careful design for
maintainability. SPEEDTRONIC™ Mark V control is achieving greater reliability, faster meantime-to repair and improved control system
availability than the SPEEDTRONIC™ Mark IV
applications.
As of May 1994, almost 264 Mark V systems
had entered commercial service and system
operation has exceeded 1.4 million hours. The
established Mark V level of system reliability,
including sensors and actuators, exceeds 99.9
percent, and the fleet mean-time-betweenforced-outages (MTBFO) stands at 28,000
hours. As of May 1994, there were 424 gas turbine Mark V systems and 106 steam turbine
Mark V systems shipped or on order.
CONTROL SYSTEM HISTORY
The gas turbine was introduced as an industrial and utility prime mover in the late 1940s with
initial applications in gas pipeline pumping and
utility peaking. The early control systems were
based on hydro-mechanical steam turbine governing practice, supplemented by a pneumatic
temperature control, preset startup fuel limiting
and manual sequencing. Independent devices
provided protection against overspeed, overtemperature, fire, loss of flame, loss of lube oil and
high vibration.
Through the early years of the industry, gas
turbine control designs benefited from the
rapid growth in the field of control technology.
The hydro-mechanical design culminated in the
“fuel regulator” and automatic relay sequencing
for automatic startup, shutdown and cooldown
where appropriate for unattended installations.
The automatic relay sequencing, in combination
with rudimentary annunciator monitoring, also
allowed interfacing with SCADA (Supervisory
Control and Data Acquisition) systems for true
continuous remote control operation.
This was the basis for introduction of the first
electronic gas turbine control in 1968. This system, ultimately known as the SPEEDTRONIC™
Mark I Control, replaced the fuel regulator,
pneumatic temperature control and electromechanical starting fuel control with an electronic equivalent. The automatic relay sequencing was retained and the independent protective
functions were upgraded with electronic equivalents where appropriate. Because of its electrically dependent nature, emphasis was placed on
integrity of the power supply system, leading to a
DC-based system with AC- and shaft-powered
back-ups. These early electronic systems provided an order of magnitude increase in running
reliability and maintainability.
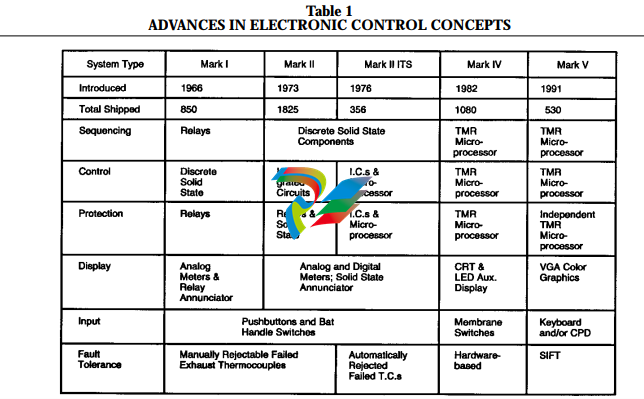
Once the changeover to electronics was
achieved, the rapid advances in electronic system technology resulted in similar advances in
gas turbine control technology (Table 1). Note
that more than 40 years of gas turbine control
experience has involved more than 5,400 units,
while the 26 years of electronic control experience has been centered on more than 4,400 turbine installations. Throughout this time period,
the control philosophy shown in Table 2 has
developed and matured to match the capabilities of the existing technology. This philosophy
emphasizes safety of operation, reliability, flexibility, maintainability and ease of use, in that
order.
CONTROL SYSTEM
FUNCTIONS
The SPEEDTRONIC™ Gas Turbine Control
System performs many functions including fuel,
air and emissions control; sequencing of turbine
fuel and auxiliaries for startup, shutdown and
cooldown; synchronization and voltage matching of the generator and system; monitoring of
all turbine, control and auxiliary functions; and
protection against unsafe and adverse operating
conditions. All of these functions are performed
in an integrated manner that is tailored to
achieve the previously described philosophy in
the stated priority.
The speed and load control function acts to
control the fuel flow under part-load conditions
to satisfy the needs of the governor.
Temperature control limits fuel flow to a maximum consistent with achieving rated firing temperatures and controls air flow via the inlet
guide vanes to optimize part-load heat rates on
heat recovery applications. The operating limits
of the fuel control are shown in Figure 1. A
block diagram of the fuel, air and emissions control systems is shown in Figure 2. The input to
the system is the operator command for speed
(when separated from the grid) or load (when
connected). The outputs are the commands to
the gas and liquid fuel control systems, the inlet
guide vane positioning system and the emissions
control system. A more detailed discussion of
the control functionality required by the gas turbine may be found in Reference 1.
The fuel command signal is passed to the gas
and liquid fuel systems via the fuel signal divider
in accordance with the operator’s fuel selection.
Startup can be on either fuel and transfers
3
GER-3658D
Table 2
GAS TURBINE CONTROL PHILOSOPHY
• Single control failure alarms when running or during
startup
• Protection backs up control, thus independent
• Two independent means of shutdown will be available
• Double failure may cause shutdown, but will always
result in safe shutdown
• Generator-drive turbines will tolerate full-load rejection
without overspeeding
• Critical sensors are redundant
• Control is redundant
• Alarm any control system problems
• Standardize hardware and software to enhance reliability while maintaining flexibility
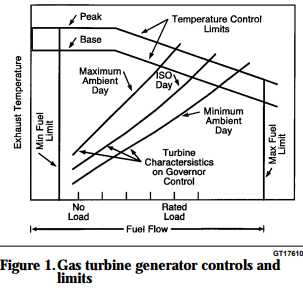
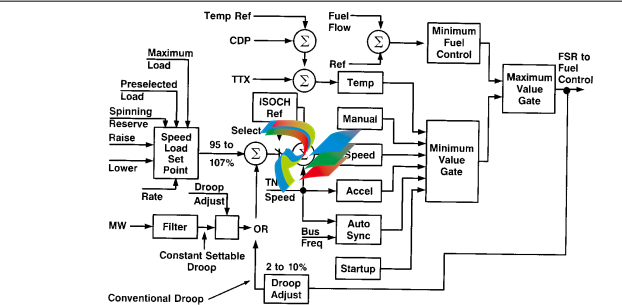
Figure 2. Gas turbine fuel control
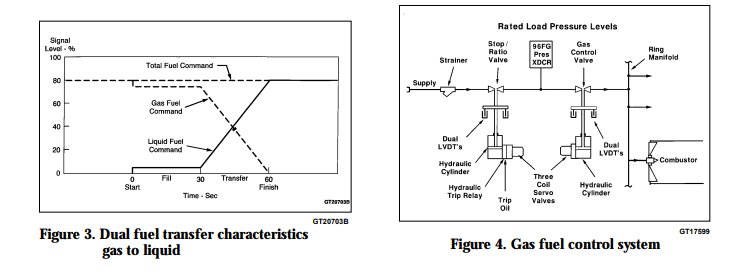
under load are accomplished by transitioning
from one system to the other after an appropriate fill time to minimize load excursions. System
characteristics during a transfer from gas to liquid fuel are illustrated in Figure 3. Purging of
the idle fuel system is automatic and continuously monitored to ensure proper operation.
Transfer can be automatically initiated on loss of
supply of the running fuel, which will be
alarmed, and will proceed to completion without operator intervention. Return to the original fuel is manually initiated.
The gas fuel control system is shown schematically in Figure 4. It is a two-stage system, incorporating a pressure control proportional to
speed and a flow control proportional to fuel
command. Two stages provide a stable turndown ratio in excess of 100:1, which is more
than adequate for control under starting and
warm-up conditions, as well as maximum flow
for peak output at minimum ambient temperature. The stop/speed ratio valve also acts as an
independent stop valve. It is equipped with an
interposed, hydraulically-actuated trip relay that
can trip the valve closed independent of control
signals to the servo valve. Both the stop ratio
and control valves are hydraulically actuated,
single-acting valves that will fail to the closed
position on loss of either signal or hydraulic
pressure. Fuel distribution to the gas fuel nozzles in the multiple combustors is accomplished
by a ring manifold in conjunction with careful
control of fuel nozzle flow areas.
The liquid fuel control system is shown
schematically in Figure 5. Since the fuel pump is
a positive displacement pump, the system
achieves flow control by recirculating excess fuel
-
 HIRSCHMANN MSM20-M2M2M2M2SY9HH9E Ethernet media modul
HIRSCHMANN MSM20-M2M2M2M2SY9HH9E Ethernet media modul -
 HIRSCHMANN SPIDER-PL-20-05T1999999TWVHHHH Industrial Ethernet Rail Switch
HIRSCHMANN SPIDER-PL-20-05T1999999TWVHHHH Industrial Ethernet Rail Switch -
 Hirschmann SPIDER-PL-20-07T1M2M299TWVHHHH Industrial ETHERNET Rail Switch
Hirschmann SPIDER-PL-20-07T1M2M299TWVHHHH Industrial ETHERNET Rail Switch -
.png) Hirschmann (Belden) RS20-1600M2M2SDAEHC09.1.00 DIN-rail managed industrial Fast Ethernet switch
Hirschmann (Belden) RS20-1600M2M2SDAEHC09.1.00 DIN-rail managed industrial Fast Ethernet switch -
 Hirschmann (Belden) RS30-1602O6O6TDAPHC09.1.00 DIN-rail managed industrial Ethernet switch
Hirschmann (Belden) RS30-1602O6O6TDAPHC09.1.00 DIN-rail managed industrial Ethernet switch -
 Hirschmann (Belden) RS30-2402O6T1SDAPHH09.0.13 DIN-rail industrial Ethernet switch
Hirschmann (Belden) RS30-2402O6T1SDAPHH09.0.13 DIN-rail industrial Ethernet switch -
Hirschmann (Belden) SPIDER-PL-20-04T1S29999TY9HHHH Ethernet DIN-rail switch
-
 HIRSCHMANN RS20-1600T1T1SDAUHX Switch
HIRSCHMANN RS20-1600T1T1SDAUHX Switch -
 HIRSCHMANN BRS42-0012OOOO-SPCZ99HHSES industrial switch
HIRSCHMANN BRS42-0012OOOO-SPCZ99HHSES industrial switch -
 Hirschmann RS20-0800S2S2TDHPHH09.0.14 Fast Ethernet DIN rail switch.
Hirschmann RS20-0800S2S2TDHPHH09.0.14 Fast Ethernet DIN rail switch. -
 HIRSCHMANN MM20-Z6Z6M2M2SAHH Hybrid Fast Ethernet Media Module
HIRSCHMANN MM20-Z6Z6M2M2SAHH Hybrid Fast Ethernet Media Module -
 HIRSCHMANN MM20-Z6Z6T1T1SAHH hot-swappable hybrid Fast Ethernet Media Module
HIRSCHMANN MM20-Z6Z6T1T1SAHH hot-swappable hybrid Fast Ethernet Media Module -
 HIRSCHMANN MM20-P9P9T1T1SAHH Hybrid Fast Ethernet Media Module
HIRSCHMANN MM20-P9P9T1T1SAHH Hybrid Fast Ethernet Media Module -
 HIRSCHMANN MM20-M4T1T1T1SAHH Hybrid Fast Ethernet Media Module
HIRSCHMANN MM20-M4T1T1T1SAHH Hybrid Fast Ethernet Media Module -
 HIRSCHMANN MM20-M4M4T1T1SAHH Hybrid Fast Ethernet Media Module
HIRSCHMANN MM20-M4M4T1T1SAHH Hybrid Fast Ethernet Media Module -
 HIRSCHMANN MM20-M2M2M2M2SZHH Ethernet media module
HIRSCHMANN MM20-M2M2M2M2SZHH Ethernet media module -
HIRSCHMANN MM20-M2M2M2M2SAHH Ethernet media module
-
 HIRSCHMANN MM20-T1T1T1T1EBH 4-port Fast Ethernet Copper Cable Media Module
HIRSCHMANN MM20-T1T1T1T1EBH 4-port Fast Ethernet Copper Cable Media Module -
HIRSCHMANN MM20-T1T1T1T1SAHH 4-port Fast Ethernet Copper Cable Media Module
-
HIRSCHMANN MM20-T1T1T1T1SAHH 4-port Fast Ethernet Copper Cable Media Module
-
 HIRSCHMANN MM20-Z6Z6EBH Hot-swappable fast Ethernet media module
HIRSCHMANN MM20-Z6Z6EBH Hot-swappable fast Ethernet media module -
 HIRSCHMANN MM20-Z6Z6SAHH Ethernet media module
HIRSCHMANN MM20-Z6Z6SAHH Ethernet media module -
HIRSCHMANN MM20-Z6Z6Z6Z6EBH Industrial Media Module
-
 MSM40-T1T1T1TZ9HH9E99.9.99 HIRSCHMANN Switch
MSM40-T1T1T1TZ9HH9E99.9.99 HIRSCHMANN Switch -
 HIRSCHMANN MS20-0800SAAEHC / MS20-0800SAAEHC0 8-port modular Layer 2 management Ethernet switch
HIRSCHMANN MS20-0800SAAEHC / MS20-0800SAAEHC0 8-port modular Layer 2 management Ethernet switch -
 Hirschmann RSPM20-4T14T1SZ9HHS9 Switch RSPM20-4T14T1SZ9HHS9
Hirschmann RSPM20-4T14T1SZ9HHS9 Switch RSPM20-4T14T1SZ9HHS9 -
 HIRSCHMANN RS20-1600M2M2SDAEHH09.1. RS20/30/40 Managed Switch configurator
HIRSCHMANN RS20-1600M2M2SDAEHH09.1. RS20/30/40 Managed Switch configurator -
HIRSCHMANN RS20-1600M2M2SDAEHX09.0.00 Ethernet switch
-
 HIRSCHMANN BELDEN SPIDER-PL-20-07T1M2M299TY9HHHH / SPIDERPL2007T1M2M299TY9HHHH
HIRSCHMANN BELDEN SPIDER-PL-20-07T1M2M299TY9HHHH / SPIDERPL2007T1M2M299TY9HHHH -
HIRSCHMANN MM3-1FXS2/3TX1 Switching Board Module
-
 HIRSCHMANN RSPE30-24044O7T99-ECCP999HHSE2A08.1.00 Industrial-grade fanless management-type Ethernet switch
HIRSCHMANN RSPE30-24044O7T99-ECCP999HHSE2A08.1.00 Industrial-grade fanless management-type Ethernet switch -
 HIRSCHMANN RS30-1602OOZZSDAEHC09.1.00 DIN-rail-mounted managed Layer 2 Ethernet switch
HIRSCHMANN RS30-1602OOZZSDAEHC09.1.00 DIN-rail-mounted managed Layer 2 Ethernet switch -
 HIRSCHMANN MACH104-20TX-F Managed 24-port Full Gigabit 19" Switch
HIRSCHMANN MACH104-20TX-F Managed 24-port Full Gigabit 19" Switch -
 HIRSCHMANN Switch RS20-0800M4M4SDAE
HIRSCHMANN Switch RS20-0800M4M4SDAE -
Hirschmann RS30-1602O6O6SDAEHH09.1. Management-type Ethernet switch
-
 Hirschmann RS30-1602OOZZSDAEHC09.0.10 Open rack-style Ethernet switch
Hirschmann RS30-1602OOZZSDAEHC09.0.10 Open rack-style Ethernet switch -
 HIRSCHMANN RSPE30-24044O7T99-SCCV999HHSI2SXX.X.XX High-Availability Seamless Redundancy
HIRSCHMANN RSPE30-24044O7T99-SCCV999HHSI2SXX.X.XX High-Availability Seamless Redundancy -
HIRSCHMANN RSPE30-24044O7T99-SCCZ999HHSE2A DIN-rail Ethernet switch
-
HIRSCHMANN MM2-4TX1-EEC switch
-
HIRSCHMANN MSM40-T1T1T1T1TZ9HH9E99.9.99 Module
-
 HIRSCHMANN RS20 Rail Switch RS20-0400S4T1SDAEHC07.1.01
HIRSCHMANN RS20 Rail Switch RS20-0400S4T1SDAEHC07.1.01 -
 HIRSCHMANN M4-FAST8-SFP Fast Ethernet media module
HIRSCHMANN M4-FAST8-SFP Fast Ethernet media module -
 HIRSCHMANN RS20-0400M2T1SDAP Managed Fast-Ethernet-Switch
HIRSCHMANN RS20-0400M2T1SDAP Managed Fast-Ethernet-Switch -
 HIRSCHMANN BELDEN SPIDER II 8TX/1FX EEC Industrial Ethernet Rail Switch
HIRSCHMANN BELDEN SPIDER II 8TX/1FX EEC Industrial Ethernet Rail Switch -
HIRSCHMANN MM3-2FXS2/2TX1
-
 HIRSCHMANN RS2-4TX/1FX EEC Industrial Ethernet Rail Switch
HIRSCHMANN RS2-4TX/1FX EEC Industrial Ethernet Rail Switch -
 RS30-0802O6O6SDAEHC09.0.10 HIRSCHMANN Switch
RS30-0802O6O6SDAEHC09.0.10 HIRSCHMANN Switch -
 HIRSCHMANN m4-8TP-RJ45 Ethernet Media Module
HIRSCHMANN m4-8TP-RJ45 Ethernet Media Module -
 HIRSCHMANN MSP30-24040SCZ9URHHE3A switch
HIRSCHMANN MSP30-24040SCZ9URHHE3A switch -
 Hirschmann rack MS30-1602SAAPHC
Hirschmann rack MS30-1602SAAPHC -
 HIRSCHMANN RS2-FX/FX Industrial Switch Module
HIRSCHMANN RS2-FX/FX Industrial Switch Module -
Rs1txfx - Hirschmann - Rs1-Tx/Fx Rail Switch
-
RS20-0800S2S2SDAEHC09.1.00 HIRSCHMANN Commutator
-
 Hirschmann EAGLE20 TX/TX Industrial Security Router
Hirschmann EAGLE20 TX/TX Industrial Security Router -
 Hirschmann SPIDER-SL-20-04T1S29999SY9HHHH Industrial Switch
Hirschmann SPIDER-SL-20-04T1S29999SY9HHHH Industrial Switch -
 HIRSCHMANN MAR1040-4C4C4C4C9999SMMHRHHXX.X. Gigabit Ethernet Switch configurator
HIRSCHMANN MAR1040-4C4C4C4C9999SMMHRHHXX.X. Gigabit Ethernet Switch configurator -
 Hirschmann MAR1040 Industrial Switch
Hirschmann MAR1040 Industrial Switch -
 HIRSCHMANN BELDEN RS30-1602O6O6SDAE
HIRSCHMANN BELDEN RS30-1602O6O6SDAE -
Hirschmann RS20-1600M2M2SDAUHC Ethernet DIN rail switch
-
 HIRSCHMANN OCTOPUS 24M industrial switch
HIRSCHMANN OCTOPUS 24M industrial switch -
 HIRSCHMANN RS20-1600T1T1SDAE Management-type Ethernet switch
HIRSCHMANN RS20-1600T1T1SDAE Management-type Ethernet switch -
 HIRSCHMANN RS20-1600T1T1SDAUHH industrial switch
HIRSCHMANN RS20-1600T1T1SDAUHH industrial switch -
HIRSCHMANN RS20-0800M2M2SDAPHC09.0.04 switch
-
 Hirschmann MR 8-03 24V DC Industrial Modular Bridge/Router
Hirschmann MR 8-03 24V DC Industrial Modular Bridge/Router -
 HIRSCHMANN RS20-0400M2T1SDAPHC08.0.01 Managed Switch
HIRSCHMANN RS20-0400M2T1SDAPHC08.0.01 Managed Switch -
 MACH1130 Hirschmann Industrial Switch
MACH1130 Hirschmann Industrial Switch -
 HIRSCHMANN 943824-002 SPIDER 5TX Industrial Ethernet Switch
HIRSCHMANN 943824-002 SPIDER 5TX Industrial Ethernet Switch -
 HIRSCHMANN RS30-0802O6O6SDAEHC09.1.00 Managed Industrial Switch
HIRSCHMANN RS30-0802O6O6SDAEHC09.1.00 Managed Industrial Switch -
 HIRSCHMANN RS20-0400M2M2TDAEHC04.0.01 Industrial Switch
HIRSCHMANN RS20-0400M2M2TDAEHC04.0.01 Industrial Switch -
 HIRSCHMANN BRS20-0600Z6Z6-STCZ99HHSES Industrial Switch
HIRSCHMANN BRS20-0600Z6Z6-STCZ99HHSES Industrial Switch -
 HIRSCHMANN MACH104-20TX-FR-L3P Industrial Ethernet Switch
HIRSCHMANN MACH104-20TX-FR-L3P Industrial Ethernet Switch -
 HIRSCHMANN RS40-0009CCCCEDBPHH06.0.01 Industrial Switch
HIRSCHMANN RS40-0009CCCCEDBPHH06.0.01 Industrial Switch -
 HIRSCHMANN RS2-3TX/2FX EEC Industrial Ethernet Switch
HIRSCHMANN RS2-3TX/2FX EEC Industrial Ethernet Switch -
 Hirschmann MACH 1020/1030 Fast/Gigabit Rack Mount Switches
Hirschmann MACH 1020/1030 Fast/Gigabit Rack Mount Switches -
HIRSCHMANN RS20-0800M2M2SDAPHC09.0.14 Industrial Switch
-
 HIRSCHMANN RS20-1600T1T1SDAEHC09.0.04 Industrial Switch
HIRSCHMANN RS20-1600T1T1SDAEHC09.0.04 Industrial Switch -
 HIRSCHMANN RSB20-0800T1T1EAABHH Industrial Switch
HIRSCHMANN RSB20-0800T1T1EAABHH Industrial Switch -
 HIRSCHMANN MACH4002-48+4G-L3E Industrial Backbone Switch
HIRSCHMANN MACH4002-48+4G-L3E Industrial Backbone Switch -
 HIRSCHMANN RS20-0400S2T1SDAE Industrial Managed Switch
HIRSCHMANN RS20-0400S2T1SDAE Industrial Managed Switch -
HIRSCHMANN RS20-0800S2T1SDAUHC Industrial Switch
-
 HIRSCHMANN RS20-2400S4S4SDAEHC09.0.14 industrial switch
HIRSCHMANN RS20-2400S4S4SDAEHC09.0.14 industrial switch -
 HIRSCHMANN OS20-001200T5T5T5- TBBZ999HHNE3S 08.1.00 industrial switch
HIRSCHMANN OS20-001200T5T5T5- TBBZ999HHNE3S 08.1.00 industrial switch -
HIRSCHMANN OS20-001200T5T5T5- TBBZ999HHNE3S 08.1.00 industrial switch
-
 HIRSCHMANN RS40-0009CCCCSDAEHH09.0.14 switch
HIRSCHMANN RS40-0009CCCCSDAEHH09.0.14 switch -
 Hirschmann RS20-1600T1T1SDAUHC Management-type Ethernet Switch
Hirschmann RS20-1600T1T1SDAUHC Management-type Ethernet Switch -
 Hirschmann M1-8SFP Switche
Hirschmann M1-8SFP Switche -
Hirschmann Industrial Ethernet Ruggedized Switch MACH1000 Family
-
 Basler Electric, Solid State Protective Relay, BE1-60
Basler Electric, Solid State Protective Relay, BE1-60 -
BASLER ELECTRIC SR4A-2B15B3A Static Voltage Regulator
-
.png) BASLER ELECTRIC EXCITER DIODE MONITOR EDM-200
BASLER ELECTRIC EXCITER DIODE MONITOR EDM-200 -
.png) BASLER ELECTRIC DECS125-15-B2C5 DIGITAL EXCITATION CONTROL SYSTEM V 2.0.9
BASLER ELECTRIC DECS125-15-B2C5 DIGITAL EXCITATION CONTROL SYSTEM V 2.0.9 -
 BASLER ELECTRIC BE1-851 OVERCURRENT PROTECTION RELAY MECHANISM
BASLER ELECTRIC BE1-851 OVERCURRENT PROTECTION RELAY MECHANISM -
 Basler Electric BE1-51A / BE151A
Basler Electric BE1-51A / BE151A -
 Basler Electric BE1-40Q Loss of Excitation Relay
Basler Electric BE1-40Q Loss of Excitation Relay -
 Basler Electric BE1-87G Variable Percentage Differential Relay
Basler Electric BE1-87G Variable Percentage Differential Relay -
 Basler Electric BE1-11 Protection System I5A3M2P2N0EA00
Basler Electric BE1-11 Protection System I5A3M2P2N0EA00 -
 BASLER ELECTRIC DECS-200-1C Digital Excitation Control System
BASLER ELECTRIC DECS-200-1C Digital Excitation Control System -
 Basler Electric / Kohler BE1-11g Generator Protection Relay G5A3M2J2N0E000
Basler Electric / Kohler BE1-11g Generator Protection Relay G5A3M2J2N0E000 -
BASLER ELECTRIC DECS125-15 DIGITAL EXCITATION CONTROL SYSTEM
-
 BASLER ELECTRIC BE1-951 OverCurrent Protecton System
BASLER ELECTRIC BE1-951 OverCurrent Protecton System -
Basler Electric DECS-200-1L Digital Excitation Control System
-
 Basler Electric DGC-2020HD-5NS1DNSBA Digital Genset Controller -
Basler Electric DGC-2020HD-5NS1DNSBA Digital Genset Controller - -
 BASLER ELECTRIC BE1-81T1EE1WA0N1F / BE181T1EE1WA0N1F
BASLER ELECTRIC BE1-81T1EE1WA0N1F / BE181T1EE1WA0N1F -
 BASLER ELECTRIC BE1-25M1EA6PN5R1F / BE125M1EA6PN5R1F
BASLER ELECTRIC BE1-25M1EA6PN5R1F / BE125M1EA6PN5R1F -
 BASLER ELECTRIC DECS-250-LN1SN1N DIGITAL EXCITATION CONTROL SYSTEM
BASLER ELECTRIC DECS-250-LN1SN1N DIGITAL EXCITATION CONTROL SYSTEM -
Basler Electric DECS-250-CN2CN 1N Digital Excitation Control System Unit
-
 BASLER ELECTRIC DECS-300-C0N0 DIGITAL EXCITATION CONTROL SYSTEM
BASLER ELECTRIC DECS-300-C0N0 DIGITAL EXCITATION CONTROL SYSTEM -
 BASLER ELECTRIC BE1-87T-A1E-A1J-D0S1F / BE187TA1EA1JD0S1F
BASLER ELECTRIC BE1-87T-A1E-A1J-D0S1F / BE187TA1EA1JD0S1F -
BASLER ELECTRIC BE1-11-G6D1M0J2P0E000 Protection System
-
 BASLER ELECTRIC BE1-GPS100-E4N1H1N GENERATOR PROTECTION SYSTEM
BASLER ELECTRIC BE1-GPS100-E4N1H1N GENERATOR PROTECTION SYSTEM -
 Jaquet Relay card (Auxiliary module) FTV 3090 377Z-03985
Jaquet Relay card (Auxiliary module) FTV 3090 377Z-03985 -
 Jaquet Trip Chain Control card FTBU 3034 377Z-05030
Jaquet Trip Chain Control card FTBU 3034 377Z-05030 -
 Jaquet with input card -E04 FTFU 3024 -E04 377Z-05855
Jaquet with input card -E04 FTFU 3024 -E04 377Z-05855 -
 Jaquet with input card -E03 FTFU 3024- E03 377Z-03983
Jaquet with input card -E03 FTFU 3024- E03 377Z-03983 -
 Jaquet FTFU 3024- E02 377Z-03982 with input card -E02
Jaquet FTFU 3024- E02 377Z-03982 with input card -E02 -
 Jaquet FTFU 3024-E01 377Z-03981 with input card -E01
Jaquet FTFU 3024-E01 377Z-03981 with input card -E01 -
 Hirschmann RS20-2400T1T1SDAE Industrial Managed Ethernet Switch
Hirschmann RS20-2400T1T1SDAE Industrial Managed Ethernet Switch -
 Hirschmann BELDEN EAGLE30-04022O6TT999SCCV9HSE3F
Hirschmann BELDEN EAGLE30-04022O6TT999SCCV9HSE3F -
 Hirschmann MM3-2FXS2/2TX MICE Media Module
Hirschmann MM3-2FXS2/2TX MICE Media Module -
 Hirschmann RS20-1600M2M2SDAPHC08.0.05 Industrial Managed Switch
Hirschmann RS20-1600M2M2SDAPHC08.0.05 Industrial Managed Switch -
 Hirschmann OZD Profi 12M G12-1300 PRO Fieldbus Repeater
Hirschmann OZD Profi 12M G12-1300 PRO Fieldbus Repeater -
Hirschmann SPIDER 4TX/1FX-ST EEC Industrial Ethernet Switch
-
 Hirschmann MM2-2FXM3/2TX1 MICE Media Module
Hirschmann MM2-2FXM3/2TX1 MICE Media Module -
 Hirschmann RS20-2400M2M2SDAPHC09.0.14 Industrial Switch
Hirschmann RS20-2400M2M2SDAPHC09.0.14 Industrial Switch -
 Hirschmann RS20-0400M2M2SDAEHC07.1.05 OpenRail Switch
Hirschmann RS20-0400M2M2SDAEHC07.1.05 OpenRail Switch -
 Hirschmann OZD Profi 12M G12-EEC Fieldbus Repeater
Hirschmann OZD Profi 12M G12-EEC Fieldbus Repeater -
HIRSCHMANN MDA422-1/2-3.5c-23/46 sensor
-
Hirschmann RS30-2402T1T1SDAUHC Managed Industrial Switch


