Machinery Health Moves Toward an Integrated Future
The process industries rely on high-performing equipment to meet ever-increasing goals in support of their organizations. Unaddressed equipment issues can lead to costly repairs or replacements and create safety issues.
As experienced maintenance personnel retire in droves, creating a skilled worker shortage, few plants can continue to rely on manual maintenance checks to ensure equipment runs at its best. To close the gap, plants will continue the move to automated asset management, which will optimize maintenance planning and reduce costs through early diagnosis and analytics-based decision support for developing issues.
However, asset management technologies implemented without a plan have the potential to generate problems that complicate maintenance in new ways. To avoid these problems, organizations striving for the best performance must carefully plan system implementation based on a foundation of integration—among technologies and key stakeholders, and with business enterprise systems.
The rise of data
Figure 1: As digital sensing technologies become more affordable, process plants are moving to fully automated monitoring using technologies to collate data and identify reliability issues.
Rapid decreases in the cost of sensing technologies have made it fast and easy to instrument nearly everything in the plant. Maintenance teams are quickly shifting critical, and even balance-of-plant equipment, from the list of assets needing routine in-person monitoring to a more automated monitoring strategy (Figure 1).
Figure 2: Small wireless sensors, like the Emerson AMS Wireless Vibration Monitors shown here, are simple to install, making it easy to monitor plant assets.However, the multitude of devices monitoring plant equipment are controlled by a wide range of software and protocols—often proprietary—to deliver the critical data plant personnel rely on for better decision making, creating potential issues. As plants add additional disparate monitoring systems to their maintenance arsenals (Figure 2), the risk of stranded data and barriers to collaboration rapidly increases. Technicians and analysts could have to sift through mountains of data across many different systems.
To address these and other issues, forward-thinking organizations are engineering their asset management solutions around software that aggregates and analyzes data from multiple monitoring technologies, while providing tools to share and enhance data locally and in the cloud for enterprise-wide collaboration.
Teaching technologies to communicate
Today’s asset management is about more than identifying a spike in vibration or temperature on a piece of equipment. Plant personnel also must focus on asset interaction and how those interactions affect production. For example, what if a vibration increase only occurs when another piece of equipment upstream is in a certain state? Or, what if a temperature spike only happens on Thursdays at 4:00 p.m.?
To investigate these multivariate issues, personnel must be aware of all relevant variables, and even the most skilled technicians cannot be in two places at once. Instead of waiting for a new generation of technicians to come up to speed and manually cover every asset, tomorrow’s maintenance teams will rely on integration among all the devices monitoring plant assets, so their results can be viewed, compared, and trended in one place.
When different devices operate using different protocols, guidelines, and software packages, operators and technicians are left running between pieces of equipment or switching between many different systems, some in different areas of the plant. This style of work slows responses and significantly limits return on investment (ROI) for asset management technologies. The solution lies in integrating data from a wide variety of devices using a shared technology architecture. Doing so requires open technology standards for asset monitoring. Many of these standards are currently in their infancy, but even these early open technologies are already significantly impacting the way organizations design automated monitoring systems.
To speed ROI, plants are turning to machinery health software packages that can collect data from many types of devices, perform local analysis, and export critical values (lead photo). These software packages analyze aggregated data from multiple monitoring technologies to make an early diagnosis of developing issues and to help users identify root causes and isolate problems before they become severe. Information is presented intuitively in a single location, so users do not need to search through mountains of data, potentially in a variety of disparate systems.
As more plants embrace the integrated data foundation, industry will share machinery health data exported via OPC UA in data repositories, such as data lakes, where it can be combined with metadata, process data, historian data, and more. Such systems can quickly turn raw data into the highly contextualized information plant personnel need to improve performance, efficiency and safety.
An interconnected workforce
Collaboration is key to plant health. Whether maintenance personnel are standing next to each other at an asset or relaying important workflow steps from a corporate headquarters miles away, success is directly related to the ease with which they can share data, advice, and awareness. As staffing shortages escalate and plants are forced to accomplish more with fewer people, industry will continue to build comprehensive collaboration platforms to extend the reach of expert personnel without the delay, cost, and hassle of travel.
To empower smaller workforces, organizations will leverage persona-based machinery health software to help mobile workers more easily identify problems. With persona-based platforms, users receive only the data relevant to their roles, so they do not miss critical issues buried under alerts and alarms more relevant to other personnel. Critical asset health information is clearly highlighted on intuitive graphical dashboards, showing machinery health status at a glance.
Figure 3: Machinery health tools, such as Emerson’s AMS Machine Works, collect data from equipment across the plant or enterprise, and present it in a single location to help personnel more easily assess holistic plant health.Highly performing plants will use those same collaboration software packages to make sharing information easy. To help personnel, industry will rely on platforms with robust machine journal tools to comprehensively log work recommendations and the history of previous actions. Technicians will attach photos, videos, notes, annotations, and more to create a living document of all the different problems a site or piece of equipment has experienced throughout its lifecycle.
The move toward a persona-based framework for such tools will enable better visibility through intuitive collaboration among users across a plant or enterprise. Collaboration can include tagging other personnel, so they receive real-time notifications of updates, work in progress and any requests for expert support—or to identify issues in need of attention and to assign the proper person.
These platforms will feed into new digital transformation technologies used across the enterprise to centralize maintenance and help smaller crews serve a wider area without delay. Vendor-neutral connectivity to data lakes will make it easy for the content of a plant’s live journal to be viewed, tracked and trended from anywhere. Experienced technicians in a centralized maintenance center, or performing critical work at other plants, will be able to view comprehensive histories of all the plants in the enterprise, empowering them to monitor and assist less-experienced personnel working in those facilities.
When less-experienced technicians need more involved assistance, they can use holistic data management platforms for instant support. Advanced data management platforms will provide established workflows and instant access to manuals, video walkthroughs, knowledge bases, and more to rapidly upskill new and experienced personnel. The same tools will also use global positioning system (GPS) technology to help guide personnel to the right assets, and personnel can use geofencing software to avoid hazardous or off-limits areas.
When a plant requires a technician with more experience than the staff available on site, data management platforms connect personnel with more experienced technicians—internal or external to the organization—from anywhere in the world. Using augmented reality tools, these technicians can see exactly what an operator or technician is seeing in real time and assist using annotations directly overlaid on the user’s screen. As more organizations use these technologies, crucial personnel will become untethered from physical locations, so companies can create integrated centers of support to give assistance quickly and easily from anywhere in the world.
Improving the view from above
Key performance analytics start at the plant level—where the processes, equipment, and systems reside and interact. But even plant-level analytics are driven by corporate initiatives. As these plant-level initiatives show ROI, many organizations will begin to expand their reach, performing analytics across plants on similar assets to gain visibility of higher-level trends. These macro-level analytics require seamless integration to business systems, many of which reside in the cloud.
In the past, getting plant data to enterprise systems required infrastructure—hardware, software, and a reliable backbone of network equipment—all of which needed a skilled information technology (IT) staff to manage. But today, many of the tools plants rely on to aggregate and contextualize machinery health data are either cloud ready or entirely cloud based.
Machinery health platforms will play a key role in the transition to cloud platforms, acting as translation packages to help make device data cloud ready. As industry continues to embrace the cloud for macro-level analytics, it will rely heavily on machinery health applications. These platforms will collect crucial data from sensors and export it via application programming interfaces and open protocols, such as OPC UA, to data repositories where it can be accessed by cloud systems.
Industry trends toward sending data straight to cloud applications—directly from the plant floor via an edge gateway or 4G router, for example—will enable plant teams to import critical data into analytics and support tools without the need for IT experts to support hardware and connectivity. The same cloud tools will also help connect to even the most remote assets, ensuring no equipment data is ever stranded. Such simple cloud connectivity tools are leveling the playing field by unlocking scalable analytics solutions for organizations of any size.
Without having to invest in hardware and technology support, it is easy to start small with a pilot application of analytics because initial investments of both time and money are dramatically reduced. And when those pilot programs show success through fast ROI, they can easily be scaled up without having to change hardware. Moving to more robust, wide-ranging, and comprehensive analytics is as simple as changing the terms of the hosting agreement.
An integrated technology foundation
At every level of industry, personnel need high-quality, contextualized, mobile data to generate information and provide insight into the safety, performance, and health of operations and equipment (figure 3). As plants move toward fully automated and predictive maintenance, they need to generate information quickly and easily, and to deliver it to relevant personnel.
Successful long-term maintenance strategy depends on selecting technologies that are designed from the ground up for easy integration. These technologies deliver the richest data to the relevant personnel at the right time, while providing tools for users to work together efficiently and effectively. As those tools generate ROI, often quickly, they will be better positioned to scale with the plant and the enterprise, protecting the organization’s investment over the lifecycle of its equipment.
All figures courtesy of Emerson
This feature originally appeared in the February 2022 issue of InTech magazine.





 IS200BPPBH2CAA Mark VIe Power Supply Module
IS200BPPBH2CAA Mark VIe Power Supply Module IS210MACCH2AEG Motor Control and Communication Module
IS210MACCH2AEG Motor Control and Communication Module IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module
IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module IS200AEPAH1AFD Printed circuit board
IS200AEPAH1AFD Printed circuit board IS200WREAS1ADB AERO TRIP TB DBRD sub-board
IS200WREAS1ADB AERO TRIP TB DBRD sub-board IS200WETAH1AEC large board component made Mark VI system
IS200WETAH1AEC large board component made Mark VI system IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems
IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems IS200WEMAH1AEA Control board
IS200WEMAH1AEA Control board IS210MACCH1AGG processor card
IS210MACCH1AGG processor card IS230TNRLH1B Discrete Output Modular Assembly
IS230TNRLH1B Discrete Output Modular Assembly Mark V Series DS200PCCAG1ACB PCB Power Connect Card
Mark V Series DS200PCCAG1ACB PCB Power Connect Card DS200SI0CG1AEA Instantaneous overcurrent card
DS200SI0CG1AEA Instantaneous overcurrent card DS200SHVMG1AGE Analog I/O board
DS200SHVMG1AGE Analog I/O board DS200SI0CG1A6A Input/Output Module
DS200SI0CG1A6A Input/Output Module DS200SHVMG1AFE SCR High Voltage Interface Board
DS200SHVMG1AFE SCR High Voltage Interface Board DS200RT8AG3AHC Relay Output Terminal Board
DS200RT8AG3AHC Relay Output Terminal Board DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board
DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board 531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board
531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0
ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0 NI Controller for VXI VXIPC-871B
NI Controller for VXI VXIPC-871B IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board.jpg) WES5120 2340-21004 Controller Main Module
WES5120 2340-21004 Controller Main Module WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock Foxboro FBM I/O cards PBCO-D8-009
Foxboro FBM I/O cards PBCO-D8-009 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module Foxboro CM902WM I/O module
Foxboro CM902WM I/O module Foxboro CM902WL Power module
Foxboro CM902WL Power module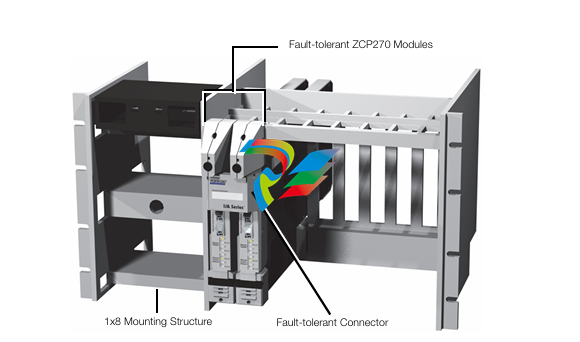 Foxboro P0972VA Industrial Control Module
Foxboro P0972VA Industrial Control Module Foxboro Z-Module Control Processor 270 (ZCP270)
Foxboro Z-Module Control Processor 270 (ZCP270) Foxboro PO916JS 16-channel terminal block module
Foxboro PO916JS 16-channel terminal block module Foxboro PO911SM High-performance digital/analog input/output module
Foxboro PO911SM High-performance digital/analog input/output module Foxboro P0972PP-NCNI Network Interface Module
Foxboro P0972PP-NCNI Network Interface Module.jpg) FOXBORO P0971QZ controller module
FOXBORO P0971QZ controller module FOXBORO P0971DP Thermal resistance input/output module
FOXBORO P0971DP Thermal resistance input/output module FOXBORO P0970VB Cable connector
FOXBORO P0970VB Cable connector FOXBORO P0970EJ-DNBX Dual-node bus expansion module
FOXBORO P0970EJ-DNBX Dual-node bus expansion module

