
Total Automation: The Next Frontier Is Sensor to Cloud
The dictionary defines automation as “the technique of making an apparatus, a process or a system operate automatically.” ISA, the International Society of Automation, defines automation as “the creation and application of technology to monitor and control the production and delivery of products and services.”
Using ISA’s definition, the automation profession includes “everyone involved in the creation and application of technology to monitor and control the production and delivery of products and services.” An automation professional is “any individual involved in the creation and application of technology to monitor and control the production and delivery of products and services.”
During an ISA meeting where automation concepts were being discussed, Dennis Brandl, chief consultant at BR&L Consulting recommended that the term “total automation” be used to differentiate it from Hyperautomation. Brandl formally presented total automation at COPERMAN 2023. The Conference on Performance and Management (COPERMAN) aims to bring together researchers and practitioners to present and discuss innovative contributions concerning the measurement and management of organizational performance in a modern business environment.
Total automation is an important aspect of digital transformation because it serves to use information technology/operational technology (IT/OT) to improve performance for dangerous, dirty, demanding, delicate, and dull tasks (the five Ds of manufacturing).
The importance of total automation
According to Brandl, total automation is “a disciplined and all-inclusive approach to the entire process automation strategy of a manufacturing enterprise.” He said total automation is the next step beyond Hyperautomation, which he explained as an IT initiative to increase the automation of business processes (production chains, workflows, marketing processes, etc.) by introducing artificial intelligence (AI), machine learning (ML), and robotic process automation (RPA). “Total automation applies the concepts of automation to all elements of a company including OT and IT. The goal is to reduce the human errors that crop up in manual processes, and to use computing resources to verify and validate business operations,” he said.
Brandl said that total automation allows for performance management of all activities in a manufacturing enterprise. It is the combination of IT Hyperautomation, process automation, sensor automation, and OT task automation. Another way to look at it is by using new technologies in a real-time environment.

“The objective of total automation is to completely automate the processes in an operational facility to increase efficiency and productivity and reduce errors,” said Steve Mustard, president and CEO at National Automation Inc. and former (2021) ISA president. “Even with advances in technology over the past few decades, many organizations continue to operate manual or semi-manual processes. Examples include the manual collection of sensor readings, manual data entry, and manual analysis of data.
“The concept is important now as organizations seek to squeeze out every last drop of efficiency from their operations so they can be competitive in the global marketplace, responsive to changing customer demands, and be resilient to inevitable supply chain disruptions.”
Mustard described the automation/manufacturing timeline. The first industrial revolution of the 1800s transitioned processes in labor-intensive industries such as mining and textiles. The second industrial revolution in the 1900s introduced the internal combustion engine and electrification, enabling mass production. The third industrial revolution saw the rise of computers and telecommunications enabling greater automation and digitalization. “The fourth industrial revolution, or Industry 4.0,” explained Mustard, “builds on these advances and seeks to reshape how industries operate through the use of disruptive technologies such as AI, big data, and IIoT [Industrial Internet of Things]. Total automation leverages the disruptive technologies of Industry 4.0 to transform how organizations operate.”
Mustard shared some examples of the use of these technologies to move toward total automation:
Using ML to automatically analyze images to detect corrosion or other defects to reduce the time and effort involved in manual analysis and improve accuracy and reliability by the removal of human bias.
Using IIoT to automatically collect sensor data to remove the need for manual data collection.
Using AI to analyze sensor data to look for patterns that are not obvious to humans to reduce unplanned downtime.
The need for a total automation standard
The industry already has ISA95. But how would a total automation standard fit the various levels of the ISA95 model?
According to Mustard, total automation applies to all ISA95 levels:
Level 1: Use of IIoT to collect remote sensor data; use of AI or ML to maintain calibration and report on sensor discrepancies.
Level 2: Use of AI in expert systems supporting operator decision making.
Level 3: Use of AI to optimize production schedules and analyze machinery health.
Level 4: Use of big data analytics, AI, and cloud to automate business decision making.
“Through all layers, the objective of total automation is to use disruptive technology to streamline and automate all processes,” Mustard said.
Brandl agrees that a total automation standard would apply to all layers of the ISA 95 model (Figure 1). “Layer 2 is covered by existing ISA and automation standards. Layer 1 is partially covered by the standards on maintenance and security (automated calibration, automated cleaning, automated alignment, automated error detection, etc.). Layer 3 is mostly covered by ISA 99, 95, and 88. The concept of interoperable distributed workflows helps fill in some of the missing pieces, in my opinion,” he said.

Brandl and Mustard support the proposal of a new standard, or at least a revision to, or expansion of an existing standard. Jonas Berge, senior director of Applied Technology at Emerson in Singapore, submitted a justification for the evaluation of such a standard.
According to Berge, users need guidance in deploying sensors appropriately throughout their plants. “However, there are many equipment categories to cover and if we try add sensors to everything, we will never finish. A good start would be common asset types like pumps and heat exchangers found in all plants. More equipment types and other positions could be included in subsequent revisions or other sections. We could start with common asset types like pumps and heat exchangers found in all plants. More equipment types and other positions can [be included In] subsequent revisions or other sections.”
Whether total automation, digital transformation, Industry 4.0, or IIoT, getting real-time data begins with the sensors. “Users don’t always know what to sense, what sensors are required on each equipment type, what mechanical gauges should be replaced by sensors, where submetering is required, or what update period to set,” explained Berge. “A standard could help plants—especially process plants. It would also make ISA more relevant in the digital transformation/Industry 4.0 megatrend.”
Berge said that there seems to be a gap in our standards in that we provide little to guide people in identifying, selecting, and validating sensing opportunities. “Some examples may repurpose the data from existing sensors, while others require new sensors. For the former, it is critical that the additional dependencies be documented. If data is already being gathered by the control system, perhaps get it from them,” he said.
There are not any existing standards that are relevant to the use of this technology, or that must be followed in its application, according to Berge’s justification. “It could be somewhat related to ASME PTC, which defines equations using data because the proposed standard will help users get the right data. API670 is limited to vibration. The proposed standard would be far broader in scope because it would automate all manual measurements (automate corrosion, acoustic noise [leaks], mechanical gauges, and clipboards). API682 is limited to pump seals. The [proposed] standard would be far broader in scope,” he said.
“There are not really any models or other architecture-related information that helps to understand the technology and its application,” Burge said. “The standard would recommend sensors—not how these sensors are architecturally connected. These are sensors ‘beyond the P&ID’—not for process monitoring or control.
This would be related to the NAMUR NE175 standard; it is for equipment performance and condition monitoring. In addition, it would also be related to sustainability like energy management, WAGES [water, air, gas, electric and steam] submetering for EMIS, and emissions monitoring like relief valves, flaring, and methane. It would also support equipment performance monitoring. It would also fit nicely in the various layers in the ISA95 model. There are not really any other technologies related to a proposed total automation standard. The standard should recommend what sensors to deploy on each type of equipment and in other places. It would not define sensor or signal transmission. However, most sensors will be wireless using IEC62591 or other methods.”
The technology behind a proposed total automation standard drives functionality, which enables how it would be applied. Application areas include (but are not limited to):
Reliability/maintenance of rotating equipment, valves, etc.
Integrity (corrosion/erosion) of piping and vessels.
Safety (including health and environment): safety showers, manual valves, etc.
Production/quality would require sensors in place of mechanical gauges.
The technology that supports a proposed standard does not define an architecture per se. It does, however, imply a definite increased sensor count—more sensors in existing architectures. Sensors are selected, installed, configured, and supported by instrument and control personnel, many of whom are members of ISA, according to Bergeee.
In addition, this standard will make plants more sustainable. By using the appropriate sensors, collected data would detect and pinpoint energy overconsumption, emissions, and equipment inefficiency. It could monitor cleaning optimization and help reduce flaring. Downtime would be reduced due to more predictive maintenance, failure prediction, and reduced loss of containment. Plants will be safer because of reduced human error, and fewer manual valves and leaks. Finally, automating existing manual data collection will enable plants to be more productive.
Looking ahead
Brandl said the concept of a “digital companion” has started in the medical field. A digital companion provides personalized assistance. “We need a digital assistant for everyone performing manufacturing operations management tasks, either on the shop floor or in the production back office. A digital assistant that looks over your shoulder would manage your tasks, make reminders, bring up relevant information, record completions, walk you through manual steps in processes, and collect information from equipment; it is truly mobile. We already have a name for it: Manufacturing operations management [MOM]. But it’s your personal MOM, loaded with your tasks and schedules,” he said.
Brandl advocates performance management—measuring and improving individual processes—for all activities. “Personal productivity effectiveness (PPE) is the human equivalent of overall equipment effectiveness (OEE),” he said.
Standards require consensus. With so many things to gain, and nothing to lose, total automation stands to take automated manufacturing to the next level.
-
 D20MIC10BASE-T 820-0756 Network card
D20MIC10BASE-T 820-0756 Network card -
 WES13-3 5167-0001-0210 CPU/Auxiliary Control board
WES13-3 5167-0001-0210 CPU/Auxiliary Control board -
 WES13-3 2508-21001 Embedded digital module
WES13-3 2508-21001 Embedded digital module -
D20ME 526-2005-216943 control module
-
 D20EME 0526-21170-1 Enhanced Master Communications Module for D20 Substation RTUs
D20EME 0526-21170-1 Enhanced Master Communications Module for D20 Substation RTUs -
.jpg) 2400-21004 / 2010-3101-0442 – Redundant Power Supply Module for Mark VIe Turbine Control
2400-21004 / 2010-3101-0442 – Redundant Power Supply Module for Mark VIe Turbine Control -
 PACSystems™ IC695CPE400 RX3i 64 MB
PACSystems™ IC695CPE400 RX3i 64 MB -
 DS200DCFBG2BNC DC2000 DC Feedback Board
DS200DCFBG2BNC DC2000 DC Feedback Board -
 OLDI Ethernet interface module 56SAM-844
OLDI Ethernet interface module 56SAM-844 -
 IS200BPPBH2CAA Mark VIe Power Supply Module
IS200BPPBH2CAA Mark VIe Power Supply Module -
 IS210MACCH2AEG Motor Control and Communication Module
IS210MACCH2AEG Motor Control and Communication Module -
 IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module
IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module -
 IS200AEPAH1AFD Printed circuit board
IS200AEPAH1AFD Printed circuit board -
IS200AEPAH1ACB Analog I/O Module
-
 IS200WREAS1ADB AERO TRIP TB DBRD sub-board
IS200WREAS1ADB AERO TRIP TB DBRD sub-board -
 IS200WETAH1AEC large board component made Mark VI system
IS200WETAH1AEC large board component made Mark VI system -
 IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems
IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems -
 IS200WEMAH1AEA Control board
IS200WEMAH1AEA Control board -
IS210MACCH1AGG processor card
-
 IS230TNRLH1B Discrete Output Modular Assembly
IS230TNRLH1B Discrete Output Modular Assembly -
 Mark V Series DS200PCCAG1ACB PCB Power Connect Card
Mark V Series DS200PCCAG1ACB PCB Power Connect Card -
 DS200SI0CG1AEA Instantaneous overcurrent card
DS200SI0CG1AEA Instantaneous overcurrent card -
 DS200SHVMG1AGE Analog I/O board
DS200SHVMG1AGE Analog I/O board -
 DS200SI0CG1A6A Input/Output Module
DS200SI0CG1A6A Input/Output Module -
 DS200SHVMG1AFE SCR High Voltage Interface Board
DS200SHVMG1AFE SCR High Voltage Interface Board -
 DS200RT8AG3AHC Relay Output Terminal Board
DS200RT8AG3AHC Relay Output Terminal Board -
 DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board
DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board -
 531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board
531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board -
 ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0
ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0 -
 NI Controller for VXI VXIPC-871B
NI Controller for VXI VXIPC-871B -
 IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card -
 VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board -
 WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board -
WES5120 2340-21004 Controller Main Module
-
 WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module -
WESDAC D20ME 18-MAR-13 Excitation Control Module
-
 D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module -
 GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand -
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
-
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
GE EVPBDP0001 EVPBDP032 control module
-
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
-
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
FUJI NP1BS-08 base plate
-
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
FRCE SYS68K CPU-40 B/16 PLC core processor module
-
Foxboro FBM I/O cards PBCO-D8-009
-
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
FOXBORO RH928AW | I/A Series Relay Output Module
-
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
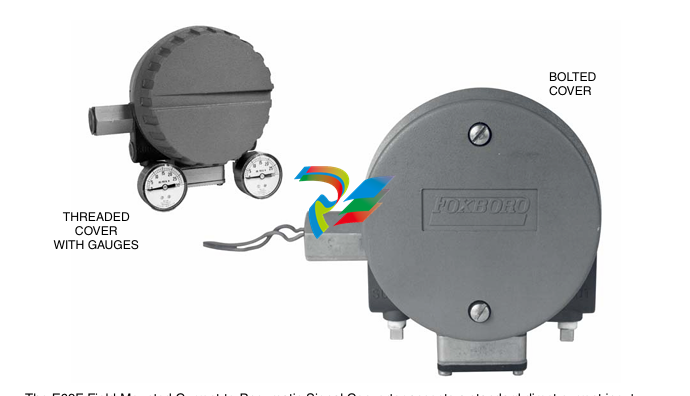 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
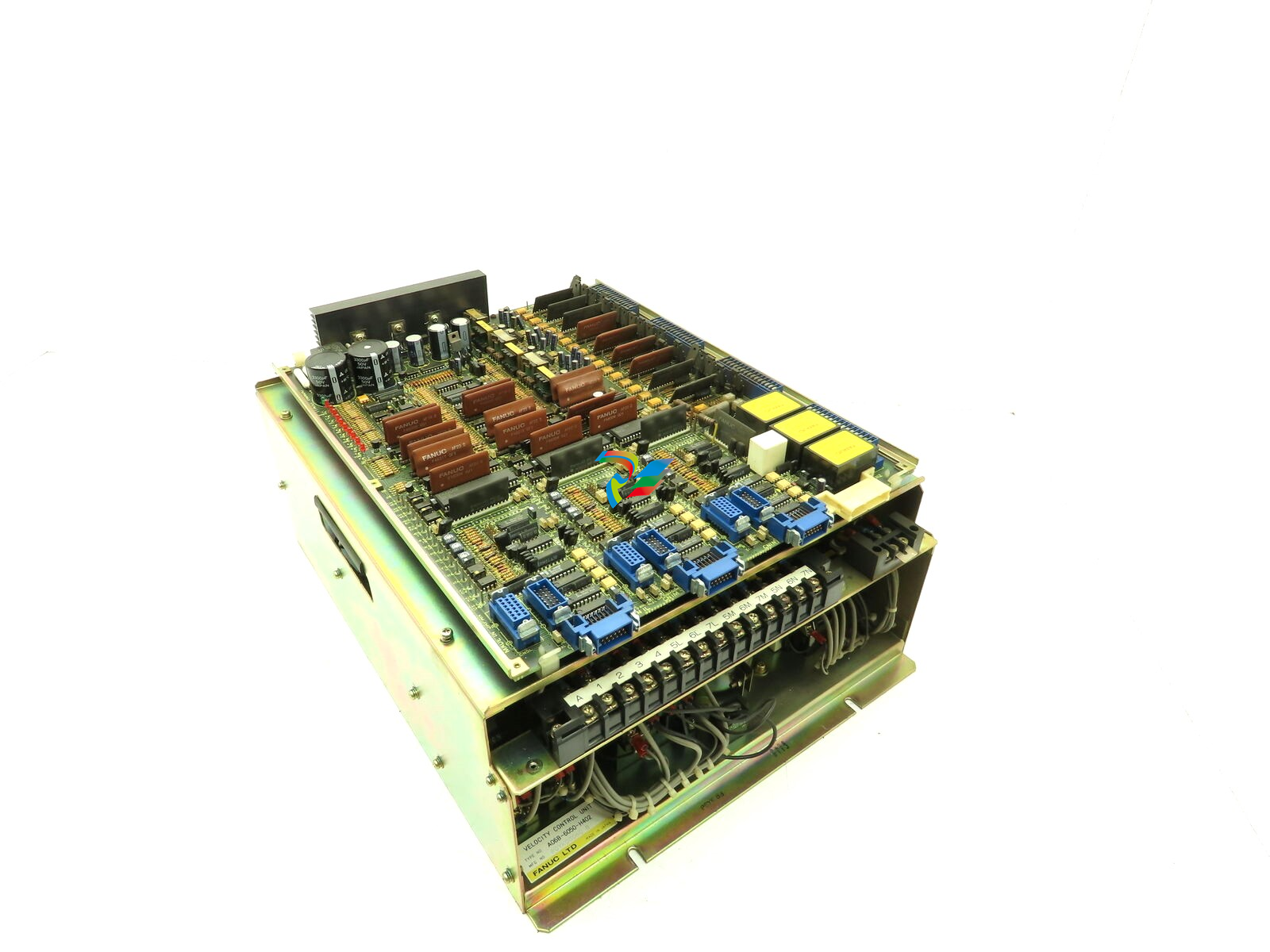 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
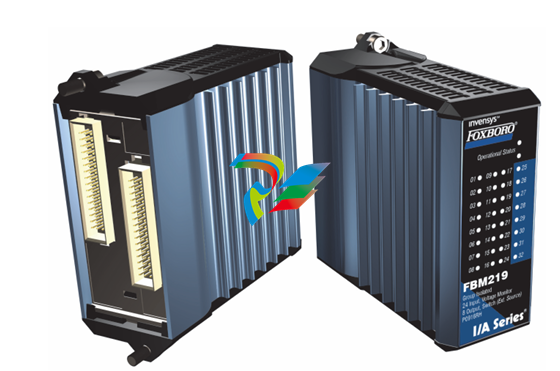 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module


