
What Control Engineers Should Know About Industry 4.0

An application viewpoint: Steelmaking
An entry point to understanding the intersection of Industry 4.0 and control is to focus on an industry and different applications within it. We chose the metals industry for several reasons:
First, the steelmaking process is made up of consecutive processing steps that are similar across the globe.
Second, while the processing steps are continuous, they are sequenced discretely, resulting in a variety of operating practices.
Third, a large number of resources and amount of energy is required during the production stages. As a result, sophisticated process optimization and improvement schemes are important and financially worthwhile.
Figure 2 shows the standard steps in a steelmaking process: In the melt shop, scrap metal or iron ore is melted in a furnace and various chemicals are added before the melted material is cast continuously. Slabs of metal are then formed into long sheets of metal in a hot rolling mill. The metal sheets are rolled out further in a profile or cold rolling mill. The surface of the sheets is further treated chemically and mechanically before storing them in a warehouse for further use in cars, ships, or household appliances. Because of the large and precise amounts of energy required, the stages of the steelmaking process require integration with the electricity grid.
All the processing steps, from melt shop to warehouse, require individual control solutions, as shown in Figure 3.
Control in continuous casting is related to the level of molten steel as the ladle is emptied into the tundish. Controlling the level is critical for high-quality steel and, while level control is a standard application, it is hard to measure the level in the tundish and empty the ladle according to the control instruction.
Hot and cold rolling mills also require control of the mass flow, the gap of the rollers and control of the motor speed. While these individual control objectives are achieved with feedback as well as feedforward control strategies, there is also a need for multivariate control as an overarching strategy in the cold rolling millv. 
The control aspects—implemented in an industrial control system—interact directly with the process. They are shown at the bottom of Figure 3. Other automation solutions that involve feedback elements and decision making over different time scales are depicted on top of the basic control layer.
For example, scheduling solutions calculate which batch will be produced at what time on a specified piece of equipment. Energy management solutions are concerned with managing the overall use of electricity or other sources of energy such as heat. Anomaly detection is important for quality management and draws its information from the basic control layer. Planning solutions are concerned with a large time scale and determine in what order customer order are fulfilled.
When manufacturing and processing companies speak about vertical and horizontal integration, they usually refer to the exchange of information between the different automation levels and across the entire supply chainvi. Since Industry 4.0 facilitates the exchange of data and information, it enables horizontal and vertical integration.
Although there are many different aspects of integration depending on the industry and setup of the production, steelmaking is tied in with electricity management because it is an energy-intensive process—particularly in the melt shop, casting and hot rolling mill processes where heating is required. The electricity grid may pose constraints on production or may make production more profitable if carried out at specific times. This will influence the schedule. As a result, it is necessary to share information between the different levels of automation. So, the vertical integration of scheduling is one aspect of steelmaking where Industry 4.0 shines.
Standards are required to facilitate the information exchange efficiently and the main standard here is ISA95, which describes the integration of the enterprise system and the control systemvii. At ABB, it was demonstrated how the ISA95 standard can be used to provide the production schedule data so that it can be shared with the energy grid.
Another option to improve overall process efficiency is to connect the scheduling and the control layer using key performance indicatorsix (KPIs). Metals solution provider Hitachi demonstrated how to integrate planning and scheduling, and the control systems, thus improving the production yield as well as productionx.This is one example of IT and OT integration.
-
 IS200BPPBH2CAA Mark VIe Power Supply Module
IS200BPPBH2CAA Mark VIe Power Supply Module -
 IS210MACCH2AEG Motor Control and Communication Module
IS210MACCH2AEG Motor Control and Communication Module -
 IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module
IS210MACCH2AGG Mark VIe Speedtronic Turbine Control Module -
 IS200AEPAH1AFD Printed circuit board
IS200AEPAH1AFD Printed circuit board -
IS200AEPAH1ACB Analog I/O Module
-
 IS200WREAS1ADB AERO TRIP TB DBRD sub-board
IS200WREAS1ADB AERO TRIP TB DBRD sub-board -
 IS200WETAH1AEC large board component made Mark VI system
IS200WETAH1AEC large board component made Mark VI system -
 IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems
IS200AEPAH1AHD A High-Precision Excitation Control Board for Turbine Systems -
 IS200WEMAH1AEA Control board
IS200WEMAH1AEA Control board -
 IS210MACCH1AGG processor card
IS210MACCH1AGG processor card -
 IS230TNRLH1B Discrete Output Modular Assembly
IS230TNRLH1B Discrete Output Modular Assembly -
 Mark V Series DS200PCCAG1ACB PCB Power Connect Card
Mark V Series DS200PCCAG1ACB PCB Power Connect Card -
 DS200SI0CG1AEA Instantaneous overcurrent card
DS200SI0CG1AEA Instantaneous overcurrent card -
 DS200SHVMG1AGE Analog I/O board
DS200SHVMG1AGE Analog I/O board -
 DS200SI0CG1A6A Input/Output Module
DS200SI0CG1A6A Input/Output Module -
 DS200SHVMG1AFE SCR High Voltage Interface Board
DS200SHVMG1AFE SCR High Voltage Interface Board -
 DS200RT8AG3AHC Relay Output Terminal Board
DS200RT8AG3AHC Relay Output Terminal Board -
 DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board
DS200FSAAG1ABA PCB Field Supply Gate Amplifier Board -
 531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board
531X307LTBAFG1 F31X307LTBA LAN I/O Terminal Board -
 ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0
ABB AFS670 19" Ruggedized Switch AFS670-EREEDDDSSEEEEEEEPZYX05.1.0 -
 NI Controller for VXI VXIPC-871B
NI Controller for VXI VXIPC-871B -
 IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card -
 VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board -
 WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board -
.jpg) WES5120 2340-21004 Controller Main Module
WES5120 2340-21004 Controller Main Module -
 WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module -
WESDAC D20ME 18-MAR-13 Excitation Control Module
-
 D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module -
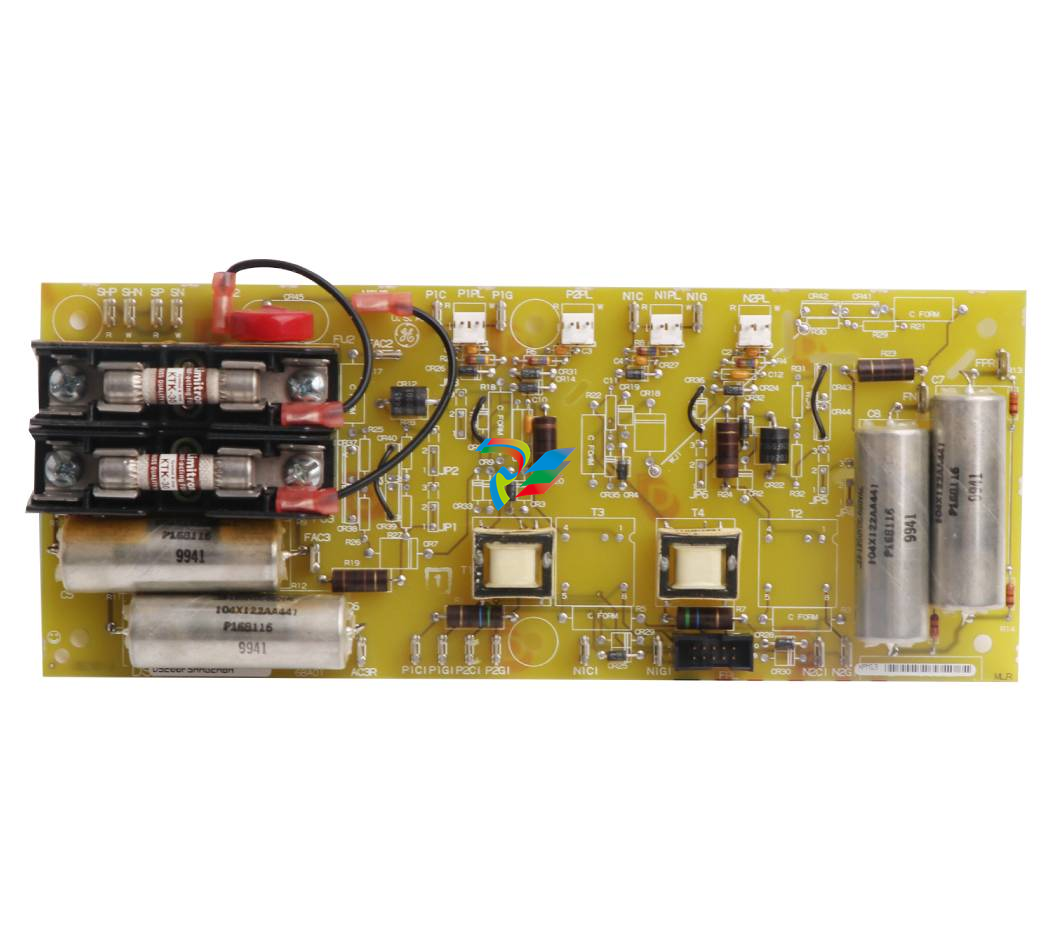
 GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand -
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
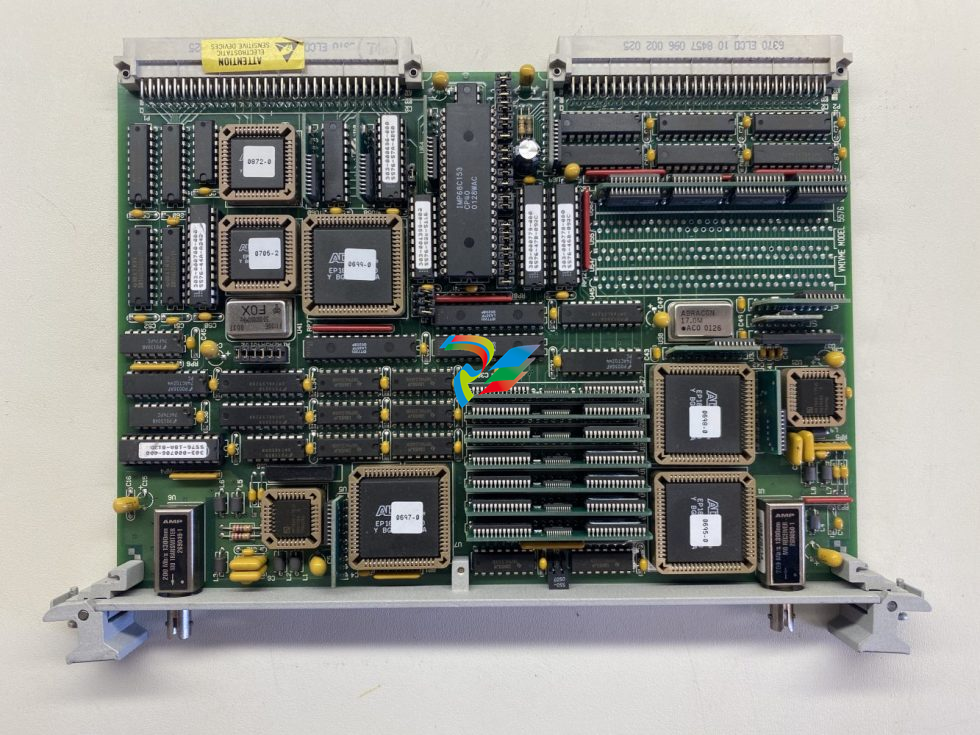 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
 GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board -
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
GE EVPBDP0001 EVPBDP032 control module
-
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
-
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
FUJI NP1BS-08 base plate
-
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
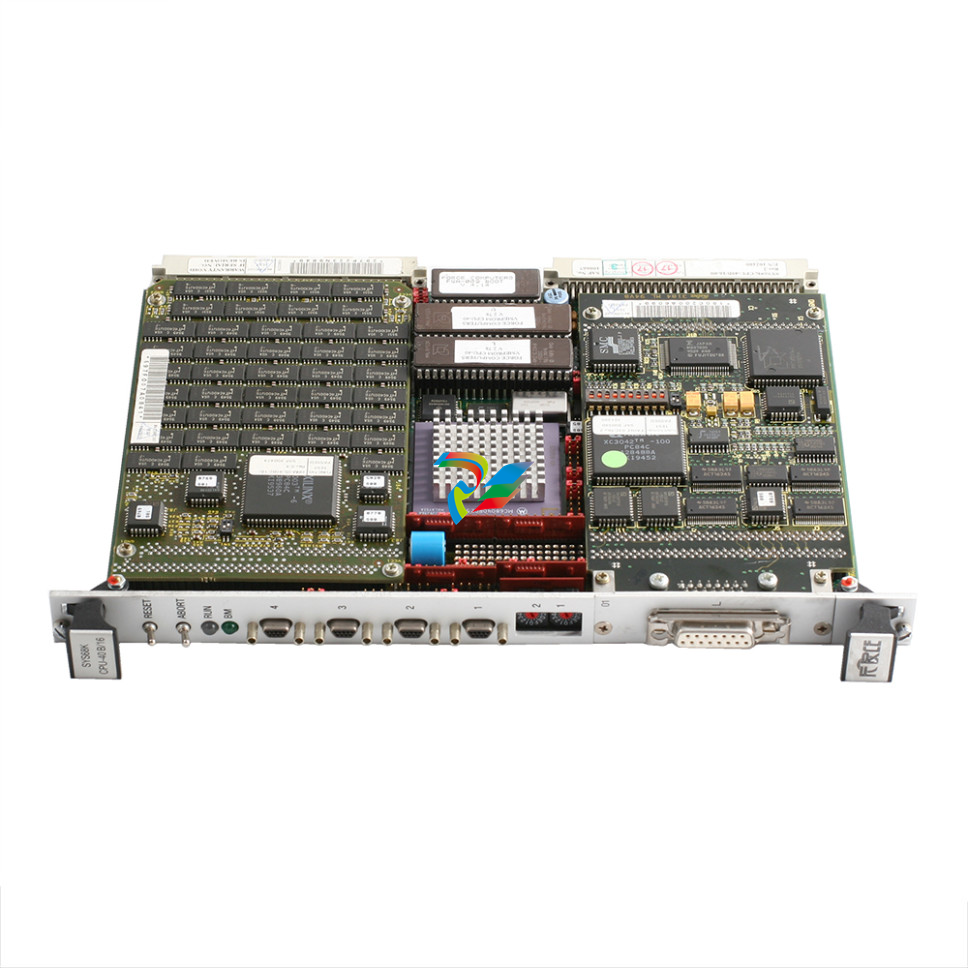
FRCE SYS68K CPU-40 B/16 PLC core processor module
-
 Foxboro FBM I/O cards PBCO-D8-009
Foxboro FBM I/O cards PBCO-D8-009 -
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
FOXBORO RH928AW | I/A Series Relay Output Module
-
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
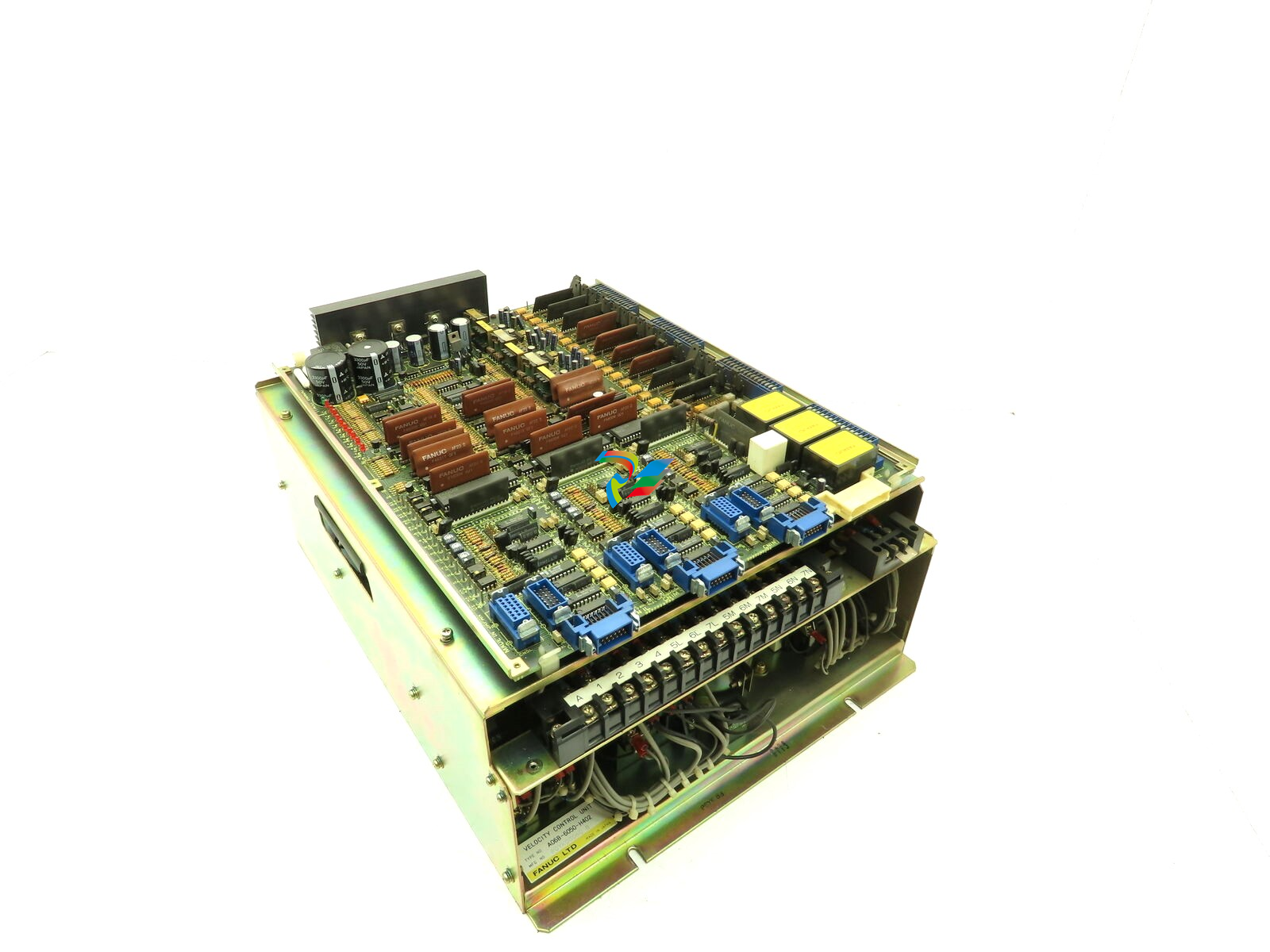 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
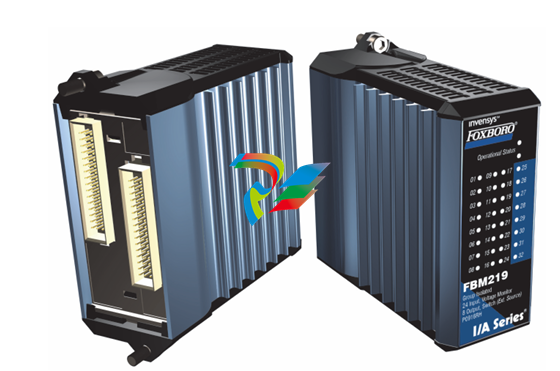 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module -
 Foxboro P0972VA Industrial Control Module
Foxboro P0972VA Industrial Control Module -
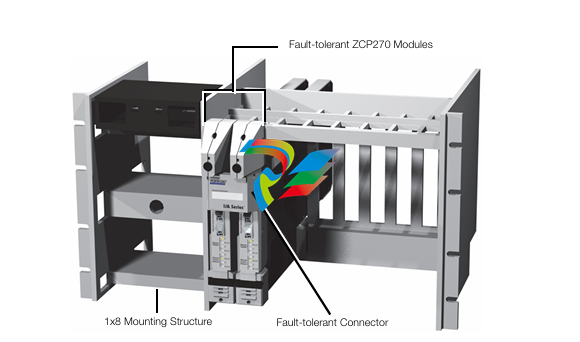
 Foxboro Z-Module Control Processor 270 (ZCP270)
Foxboro Z-Module Control Processor 270 (ZCP270) -
 Foxboro PO916JS 16-channel terminal block module
Foxboro PO916JS 16-channel terminal block module -
 Foxboro PO911SM High-performance digital/analog input/output module
Foxboro PO911SM High-performance digital/analog input/output module -
 Foxboro P0972PP-NCNI Network Interface Module
Foxboro P0972PP-NCNI Network Interface Module -
.jpg) FOXBORO P0971QZ controller module
FOXBORO P0971QZ controller module -
 FOXBORO P0971DP Thermal resistance input/output module
FOXBORO P0971DP Thermal resistance input/output module -
 FOXBORO P0970VB Cable connector
FOXBORO P0970VB Cable connector -
 FOXBORO P0970EJ-DNBX Dual-node bus expansion module
FOXBORO P0970EJ-DNBX Dual-node bus expansion module


