
DCS; Industrial control system
Product
Article
NameDescriptionContent
NEW CENTER
Current Location:
Rockwell Products: Driving Industrial Innovation
From:
|
Author:huang
|
Time :2024-11-07
|
233 Browse:
|
Share:
(B) Smart Manufacturing
Rockwell has made significant contributions to smart manufacturing through its innovative technologies and solutions. One of the key areas is digital simulation, as seen in the case studies. For instance, Emulate3D, a Rockwell product, helps companies in the robotics industry achieve virtual debugging, significantly enhancing debugging efficiency and 智能化水平 (intelligence level). This allows manufacturers to test and optimize their production lines before actual implementation, saving time and cost.
Another example is the use of model predictive control (MPC) technology, as demonstrated by Newcrest Mining. By implementing MPC, they were able to improve the efficiency and profitability of two 选矿厂 (ore dressing plants). Rockwell's smart manufacturing solutions also include advanced sensors and analytics that enable real-time monitoring and predictive maintenance, reducing downtime and improving overall equipment effectiveness.
(C) Sustainable Solutions
Rockwell is committed to providing sustainable solutions through energy-saving and recycling technologies. Their power management systems, such as the PowerFlex 变频器 (frequency converter), help industries reduce energy consumption. For example, in underground 矿井提升机 (mine hoists), the PowerFlex system enables the generation and storage of renewable energy, reducing reliance on traditional power sources and lowering carbon emissions.
In addition to energy-saving technologies, Rockwell also offers solutions for recycling and waste reduction. For instance, The Pages Group, in collaboration with Rockwell, designed an innovative 纤维模塑包装 (fiber molded packaging) system that helps customers achieve sustainability goals. This packaging system is not only environmentally friendly but also cost-effective, providing a win-win solution for businesses and the environment.
Overall, Rockwell's efforts in providing sustainable solutions demonstrate its commitment to improving the quality of life by enhancing productivity and sustainability in the manufacturing industry.
IV. Advantages of Rockwell Products
(A) Competitive Edge
Rockwell products stand out in the market with several distinct competitive advantages. Compared to other brands, Rockwell offers a comprehensive product portfolio that caters to diverse industrial needs. With a rich history and extensive experience in the field, the company has developed a deep understanding of different industries and their unique requirements. This enables Rockwell to provide customized solutions that are tailored to specific customer needs, a feature that many competitors struggle to match.
For example, Rockwell's advanced technologies such as digital simulation and virtual debugging give it an edge in the area of product development and optimization. These techniques allow for quicker and more efficient design processes, reducing time to market and saving costs. Additionally, Rockwell's commitment to quality and reliability ensures that its products perform consistently under demanding conditions, minimizing downtime and maximizing productivity.
Another competitive advantage is Rockwell's global presence and extensive support network. With operations in more than 100 countries and regions, the company is able to provide local support and service to customers around the world. This not only ensures quick response times but also helps build strong customer relationships.
(B) Customer Satisfaction
Customer satisfaction is a top priority for Rockwell, and the company has a proven track record of delivering high-quality products and services. Customers appreciate the reliability and performance of Rockwell products, which are designed to meet the highest industry standards. The company's commitment to innovation and customization also resonates with customers, as it allows them to find solutions that are perfectly suited to their specific needs.
For instance, in the automotive industry, Rockwell's customized automation solutions have helped manufacturers improve production efficiency and quality, leading to increased customer satisfaction. In the food and beverage industry, Rockwell's solutions for food safety and compliance have earned the trust of customers.
In addition to product quality, Rockwell's excellent customer service is another factor that contributes to high customer satisfaction. The company's team of experts is always available to provide technical support and assistance, ensuring that customers can get the most out of their Rockwell products.
(C) Future Prospects
Looking ahead, the future prospects of Rockwell products are extremely promising. The company is constantly investing in research and development to drive further innovation. With the rapid advancement of technologies such as artificial intelligence, the Internet of Things, and big data, Rockwell is well-positioned to leverage these trends and develop new solutions that meet the evolving needs of the manufacturing industry.
For example, Rockwell is likely to continue to expand its smart manufacturing solutions, integrating more advanced technologies such as machine learning and predictive analytics. This will enable manufacturers to achieve even higher levels of efficiency, productivity, and quality control.
-
 IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card -
 VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board -
 WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board -
.jpg) WES5120 2340-21004 Controller Main Module
WES5120 2340-21004 Controller Main Module -
 WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module -
 WESDAC D20ME 18-MAR-13 Excitation Control Module
WESDAC D20ME 18-MAR-13 Excitation Control Module -
 D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module -
 GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand -
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
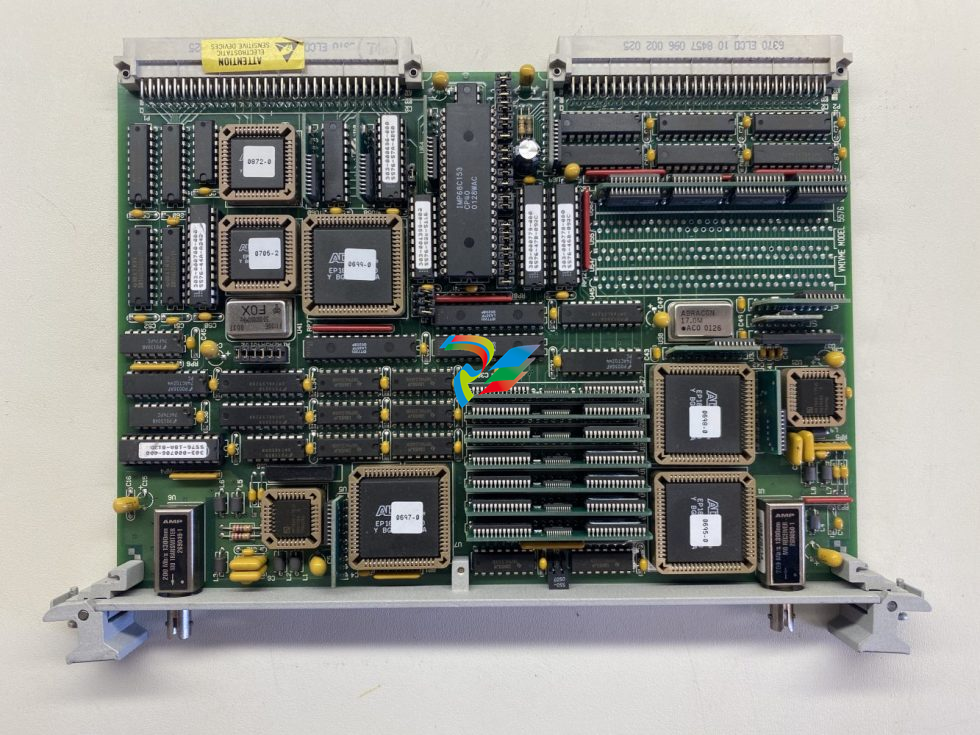 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
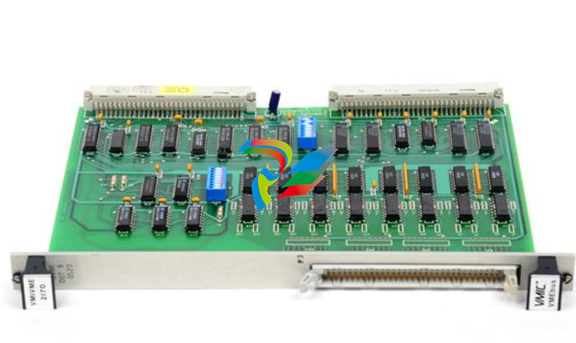 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
 GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board -
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
GE EVPBDP0001 EVPBDP032 control module
-
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
 GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X -
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
 FUJI NP1BS-08 base plate
FUJI NP1BS-08 base plate -
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
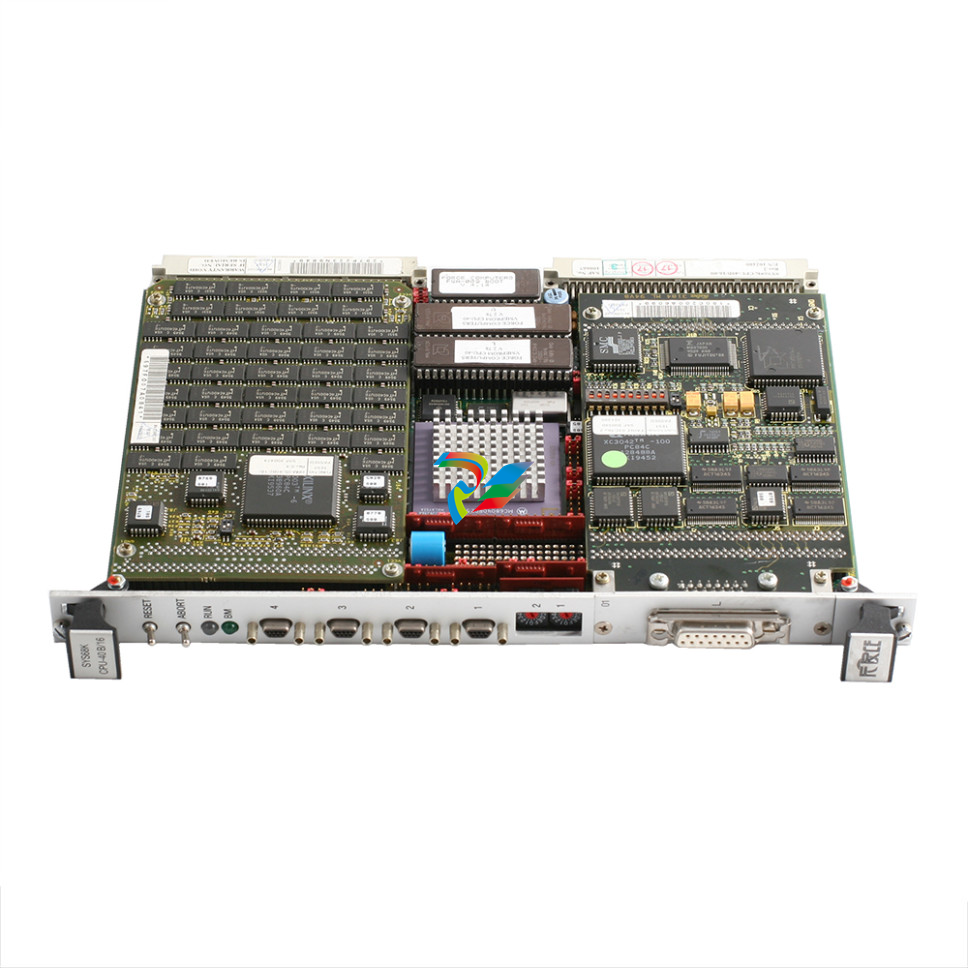 FRCE SYS68K CPU-40 B/16 PLC core processor module
FRCE SYS68K CPU-40 B/16 PLC core processor module -
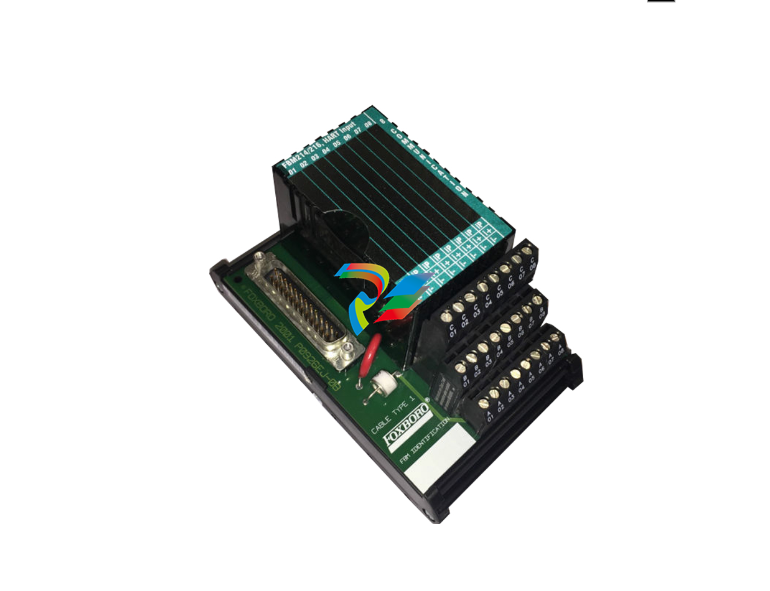
 Foxboro FBM I/O cards PBCO-D8-009
Foxboro FBM I/O cards PBCO-D8-009 -
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
FOXBORO RH928AW | I/A Series Relay Output Module
-
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
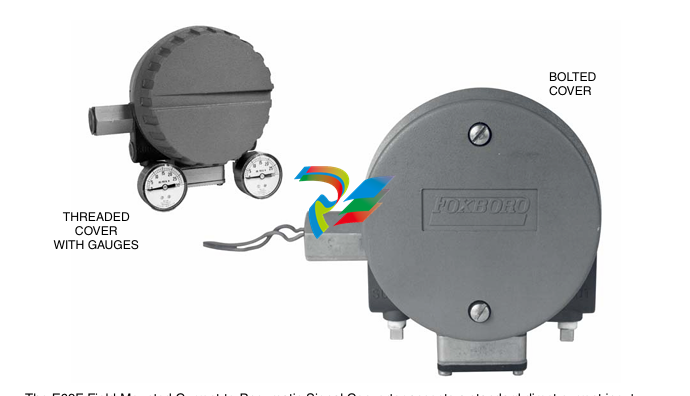
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
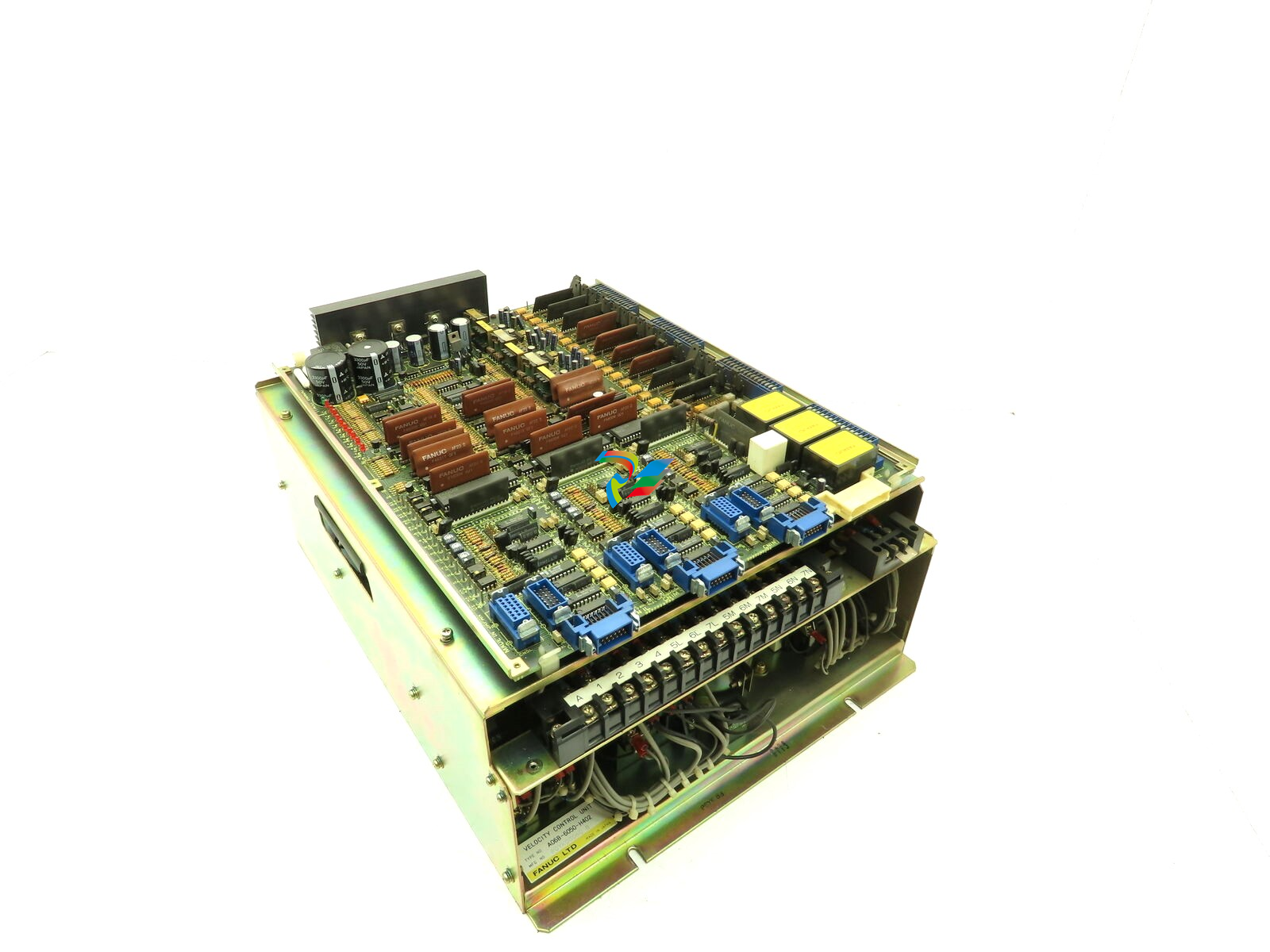 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
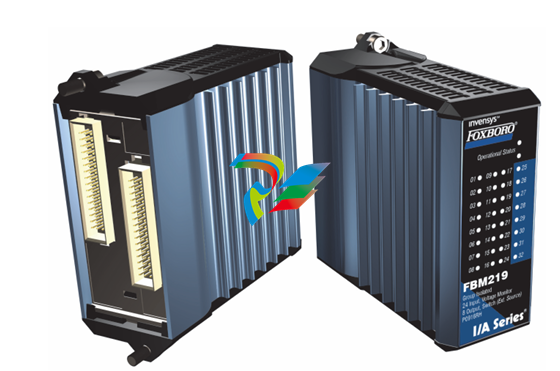 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module -
 Foxboro P0972VA Industrial Control Module
Foxboro P0972VA Industrial Control Module -
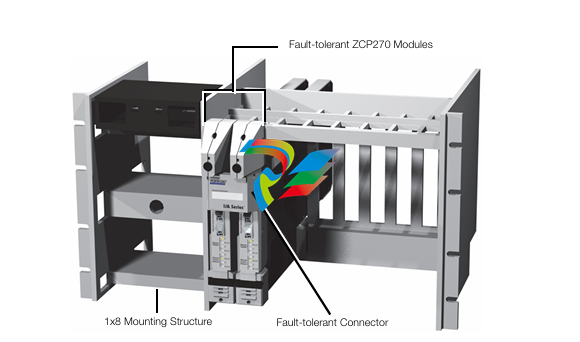
 Foxboro Z-Module Control Processor 270 (ZCP270)
Foxboro Z-Module Control Processor 270 (ZCP270) -
 Foxboro PO916JS 16-channel terminal block module
Foxboro PO916JS 16-channel terminal block module -
 Foxboro PO911SM High-performance digital/analog input/output module
Foxboro PO911SM High-performance digital/analog input/output module -
 Foxboro P0972PP-NCNI Network Interface Module
Foxboro P0972PP-NCNI Network Interface Module -
.jpg) FOXBORO P0971QZ controller module
FOXBORO P0971QZ controller module -
 FOXBORO P0971DP Thermal resistance input/output module
FOXBORO P0971DP Thermal resistance input/output module -
 FOXBORO P0970VB Cable connector
FOXBORO P0970VB Cable connector -
 FOXBORO P0970EJ-DNBX Dual-node bus expansion module
FOXBORO P0970EJ-DNBX Dual-node bus expansion module -
 FOXBORO P0970BP Redundant power supply system
FOXBORO P0970BP Redundant power supply system -
.jpg) FOXBORO P0970BC-DNBI DeviceNet bus interface module
FOXBORO P0970BC-DNBI DeviceNet bus interface module -
.jpg) FOXBORO P0961FX-CP60S Main control CPU module
FOXBORO P0961FX-CP60S Main control CPU module -
.jpg) FOXBORO P0961EF-CP30B Network Interface Unit
FOXBORO P0961EF-CP30B Network Interface Unit -
.jpg) FOXBORO P0961CA Optical fiber local area network module
FOXBORO P0961CA Optical fiber local area network module -
.jpg) FOXBORO P0961BD-GW30B gateway processor module
FOXBORO P0961BD-GW30B gateway processor module -
.jpg) FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module
FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module -
FOXBORO P0960JA-CP40 High-performance control processor
-
FOXBORO P0926TM Control module
-
 FOXBORO P0916BX Termination Assembly
FOXBORO P0916BX Termination Assembly -
.jpg) FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module
FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module -
 FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly
FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly -
.jpg) FOXBORO P0912CB High-performance interface module
FOXBORO P0912CB High-performance interface module -
.jpg) FOXBORO P0911VJ Thermal resistance input output module
FOXBORO P0911VJ Thermal resistance input output module -
.jpg) FOXBORO P0911QH-A High-precision module
FOXBORO P0911QH-A High-precision module -
 FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module
FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module -
 FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module
FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module -
 FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module
FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module -
 Foxboro P0903ZL P0903ZN Industrial power module
Foxboro P0903ZL P0903ZN Industrial power module -
 Foxboro P0903ZE I/A Series Fieldbus Isolator Module
Foxboro P0903ZE I/A Series Fieldbus Isolator Module -
 FOXBORO P0903NW Industrial Control Module
FOXBORO P0903NW Industrial Control Module


