
DCS; Industrial control system
Product
Article
NameDescriptionContent
NEW CENTER
Current Location:
Industrial Automation Equipment: Transforming the Food Processing Industry
From:
|
Author:huang
|
Time :2024-11-08
|
294 Browse:
|
Share:
Industrial automation has emerged as a game-changer in the food processing industry. The integration of advanced automation equipment is transforming the way food is processed, packaged, and distributed.
Automation offers several benefits to the food processing sector. Firstly, it enhances productivity. With automated systems, processes that were once labor-intensive can now be completed more quickly and efficiently. For example, conveyor belts and robotic arms can handle the movement and packaging of food products at a much faster rate than manual labor. This not only increases output but also reduces production time.
Secondly, automation improves quality control. Sensors and monitoring systems can detect defects and inconsistencies in food products with a high degree of accuracy. This helps to ensure that only products that meet strict quality standards reach the market.
Moreover, industrial automation reduces the risk of human error. In food processing, even a small mistake can lead to significant consequences, such as food contamination or incorrect packaging. Automated systems follow precise instructions and are less likely to make errors.
The food processing industry is constantly evolving, and industrial automation is playing a crucial role in its growth and development. As technology continues to advance, we can expect to see even more innovative applications of automation in the food processing sector.
二、Advantages of Industrial Automation Equipment
(一)Increased Efficiency and Productivity
Automation equipment in food processing significantly increases efficiency and productivity. For instance, automated packaging machines can package products at a rate of several hundred per minute, whereas manual packaging is much slower. According to industry statistics, the implementation of automation can increase production output by up to 50%. Conveyor systems can transport food products quickly and smoothly between different stages of processing, reducing downtime and improving the overall flow of production. Moreover, automated sorting and grading systems can accurately classify products based on size, weight, and quality, further streamlining the production process.
(二)Enhanced Quality Control
Automated systems play a crucial role in ensuring consistent product quality. Sensors and cameras can detect even the slightest imperfections in food products, such as discoloration or damage. This helps to prevent defective products from reaching the market. In addition, automated quality control systems can monitor parameters such as temperature, humidity, and pressure during processing, ensuring that products are processed under optimal conditions. For example, in food sterilization processes, automated temperature control systems can ensure that the correct temperature is maintained for the required time to kill harmful bacteria without overcooking or undercooking the food.
(三)Cost Reduction
Industrial automation can lead to significant cost reductions. By reducing the need for manual labor, companies can lower labor costs. Automated systems also tend to be more energy-efficient than manual processes, reducing operational costs. Moreover, automation can reduce waste by minimizing errors and ensuring consistent product quality. For example, if a manual packaging process results in incorrect packaging or spillage, it can lead to significant waste. In contrast, automated packaging systems are designed to be precise and efficient, reducing the amount of waste generated. Additionally, automated maintenance systems can detect potential problems before they occur, reducing downtime and maintenance costs.
三、Types of Industrial Automation Equipment in Food Processing
(一)Processing Machinery
In the food processing industry, a wide range of processing machinery plays a crucial role. For cutting tasks, automated cutting machines can precisely slice fruits, vegetables, and meats. These machines are capable of handling large volumes of produce with consistent accuracy. For example, in a meat processing plant, an automated cutting machine can cut steaks to a specific thickness with minimal variation.
Mixing machines are another essential piece of equipment. They can blend ingredients thoroughly and quickly, ensuring a homogeneous product. In a bakery, an automated mixer can combine flour, water, yeast, and other ingredients to make dough with consistent texture and quality.
Packaging machines are also vital in the food processing chain. They can package products in various forms, such as bags, boxes, and cans. Automated packaging machines can seal packages tightly, ensuring product freshness and safety. According to industry data, the use of automated packaging machines can increase packaging speed by up to 70% compared to manual packaging.
(二)Inspection and Sorting Equipment
Inspection and sorting equipment is essential for ensuring the quality of food products. Metal detectors are commonly used to detect any metallic contaminants in food. These devices can detect even small pieces of metal, such as staples or wire fragments. For example, a conveyor belt metal detector can scan products as they pass along the production line, ensuring that no metal contaminants reach the consumer.
X-ray inspection systems are also widely used in the food industry. They can detect a wide range of contaminants, including non-metallic objects such as glass, stone, and plastic. Techik's X-ray inspection system, for instance, can achieve a full range of contaminants inspection including metallic and non-metallic contaminants. It can inspect metallic, non-metallic packaging and canned products, and the inspection result will not be affected by temperature, humidity, salt content, etc.
Color sorter platforms are used to sort products based on color. They can automatically learn and model to match the optimal classification method. Through real-time dynamic image calibration, the stability and anti-interference performance of the machine can be greatly improved. Users can freely select and define the color, shape, size and defect area of materials, and automatically judge and accurately match the optimal sorting scheme through intelligent automatic control technology.
(三)Conveyor Systems
Conveyor systems play a crucial role in moving products through the production line. Conveyors can transport food products quickly and smoothly between different stages of processing, reducing downtime and improving the overall flow of production. They come in various forms, such as belt conveyors, roller conveyors, and chain conveyors.
Belt conveyors are commonly used for transporting products that are fragile or require a gentle handling. For example, in a fruit processing plant, a belt conveyor can transport fruits without causing damage. Roller conveyors are suitable for heavier products and can handle higher loads. Chain conveyors are often used in applications where there is a need for a more robust and durable conveyor system.
Conveyor systems can be integrated with other automation equipment, such as processing machinery and inspection equipment, to create a seamless production line. This integration helps to increase efficiency and productivity, while also ensuring consistent product quality.
四、Case Studies of Successful Implementations
(一)Examples from Around the World
In Europe, a large-scale bakery company implemented industrial automation equipment in their production process. They installed automated mixing machines, packaging machines, and conveyor systems. The automated mixing machines ensured a consistent quality of dough by precisely measuring and blending the ingredients. The packaging machines were able to package bread and pastries at a rate of several hundred per minute, significantly increasing their productivity. The conveyor systems smoothly transported the products between different stages of processing, reducing downtime and improving the overall efficiency of the production line.
In Asia, a fruit processing plant adopted advanced automation technology. They used automated cutting machines to slice fruits with high accuracy and speed. These machines were capable of handling a large volume of fruits, reducing the need for manual labor. The plant also implemented color sorter platforms to sort fruits based on color. This not only improved the quality of the final products but also increased the market value of the sorted fruits.
In North America, a meat processing company integrated industrial automation into their operations. They installed automated cutting machines and conveyor systems. The automated cutting machines were able to cut meats to specific sizes and shapes with minimal variation, ensuring consistent product quality. The conveyor systems efficiently transported the meats through the different stages of processing, reducing production time and increasing output.
(二)Results and Benefits
The companies that implemented industrial automation in their food processing operations achieved several positive outcomes. Firstly, they experienced a significant increase in productivity. With automated systems, they were able to produce more products in less time, meeting the growing demand of the market. For example, the bakery company in Europe was able to increase their production output by up to 40%.
Secondly, they improved product quality. The automated inspection and sorting equipment detected defects and contaminants, ensuring that only high-quality products reached the consumers. This helped to build customer trust and loyalty.
Moreover, they reduced labor costs. By replacing manual labor with automated systems, the companies were able to lower their labor expenses. According to industry statistics, the meat processing company in North America was able to reduce their labor costs by 30%.
In addition, they enhanced operational efficiency. The seamless integration of different automation equipment created a streamlined production process, reducing downtime and waste. This led to a more sustainable and profitable business model.
五、Challenges and Future Trends
(一)Challenges Faced
Industrial automation in food processing does come with its fair share of challenges. One of the major challenges is the initial investment costs. As mentioned in the search results, implementing automation requires a significant upfront investment. For small and medium-sized food processing companies, this can be a deterrent. According to industry data, the initial investment for a comprehensive automation setup can range from tens of thousands to millions of dollars, depending on the scale and complexity of the operation. This includes the cost of purchasing automation equipment such as processing machinery, inspection and sorting equipment, and conveyor systems, as well as the cost of installation and integration.
Another challenge is technical complexity. Automation systems involve advanced technologies such as sensors, robotics, and software. Implementing and maintaining these systems requires a certain level of technical expertise. Smaller companies may not have the in-house expertise to manage these systems effectively, and may need to rely on external consultants or service providers, which can add to the cost. Moreover, as technology evolves, there is a need for continuous training and upskilling of employees to ensure they can operate and maintain the automation equipment.
(二)Future Trends
Looking ahead, several emerging technologies and trends are likely to shape the future of food processing automation. One of the key trends is the integration of artificial intelligence (AI) and machine learning. AI-powered sensors and inspection systems will be able to detect even more subtle defects and contaminants in food products, improving quality control to an even greater extent. For example, AI algorithms can analyze images of food products in real time and identify defects that may be difficult for human eyes to detect.
Another trend is the development of more flexible and adaptable automation systems. As consumer demands for personalized and diverse food products continue to grow, food processing companies will need automation systems that can quickly switch between different production runs and handle a wide variety of products. This will require the development of modular and scalable automation equipment that can be easily reconfigured.
The use of robotics and collaborative robots (cobots) is also expected to increase. Cobots can work safely alongside human workers, performing tasks that are repetitive or physically demanding. In food processing, cobots can be used for tasks such as packaging, sorting, and assembly.
Finally, there is a growing trend towards sustainable automation. As the food industry faces increasing pressure to reduce its environmental impact, automation equipment will need to be more energy-efficient and produce less waste. For example, new packaging technologies that use less material and are more recyclable will be developed. Additionally, automation systems will be designed to optimize production processes and reduce food waste.
-
 IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card
IS200EPMCH1GE Mark VIe Patch Cord Power Distribution Card -
 VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board
VMICPCI-7632-03310 IS215UCCAH3A 350-657362-003310J GE gas turbine system control processor board -
 WEA13-13 2508-21001 Control Module / I/O Board
WEA13-13 2508-21001 Control Module / I/O Board -
.jpg) WES5120 2340-21004 Controller Main Module
WES5120 2340-21004 Controller Main Module -
 WES5120 2340-21006 Field Controller Master Unit Module
WES5120 2340-21006 Field Controller Master Unit Module -
 WESDAC D20ME 18-MAR-13 Excitation Control Module
WESDAC D20ME 18-MAR-13 Excitation Control Module -
 D20 EME 2400-21004 Ethernet communication and expansion module
D20 EME 2400-21004 Ethernet communication and expansion module -
 GE DS3800XTFP1E1C Thyristor Fan Out Board Brand
GE DS3800XTFP1E1C Thyristor Fan Out Board Brand -
 GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay
GE SR745-W2-P1-G1-HI-A-L-R-E Feeder protection relay -
 GE IS230TNDSH2A Discrete Output Relay Module Brand
GE IS230TNDSH2A Discrete Output Relay Module Brand -
 GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand
GE Fanuc IS200TDBSH2ACC Mark VI Terminal Board Brand -
 GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive -
GE PMC-0247RC-282000 350-93750247-282000F Disk Drive
-
 GE VMIVME-1150 Serial Communications Controller
GE VMIVME-1150 Serial Communications Controller -
 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE VMIC Isolated Digital Output VMIVME-2170A
GE VMIC Isolated Digital Output VMIVME-2170A -
 GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E
GE MULTILIN 760 FEEDER MANAGEMENT RELAY 760-P5-G5-S5-HI-A20-R-E -
 GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board
GE IS200AEPAH1BKE IS215WEPAH2BB Printed circuit board -
 GE IS210BPPCH1A Mark VIe I/O Pack Processor Card
GE IS210BPPCH1A Mark VIe I/O Pack Processor Card -
 GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module
GE IS220PRTDH1A 336A4940CSP6 High-Performance RTD Input Module -
GE IS220PDIAH1BE 336A5026ADP4 Discrete Input Module
-
 GE IS420ESWBH3A IONET Switch Module
GE IS420ESWBH3A IONET Switch Module -
 GE 516TX 336A4940DNP516TX 16-port Ethernet switch
GE 516TX 336A4940DNP516TX 16-port Ethernet switch -
 GE EVMECNTM13 Embedded control module
GE EVMECNTM13 Embedded control module -
GE EVPBDP0001 EVPBDP032 control module
-
 GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life
GE Hydran M2-X Enhanced Monitoring with Extended Sensor Life -
 GE UR6CH Digital I/O Module
GE UR6CH Digital I/O Module -
 GE IC695CPU315-CD Central processing unit
GE IC695CPU315-CD Central processing unit -
 GE 531X305NTBAMG1 DR Terminal Board
GE 531X305NTBAMG1 DR Terminal Board -
 GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series
GE 531X305NTBALG1 NTB/3TB Terminal Board 531X Series -
 GE 531X305NTBAJG1 NTB/3TB Terminal Board.
GE 531X305NTBAJG1 NTB/3TB Terminal Board. -
 GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X
GE 531X305NTBAHG1 NTB/3TB Terminal Board 531X -
 GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board.
GE 531X305NTBAEG1 is a PCB that functions as a DR terminal board. -
General Electric 531X305NTBACG1 NTB/3TB Terminal Board 531X
-
 GE Digital Energy D20 Analog Input Module
GE Digital Energy D20 Analog Input Module -
 GE 94-164136-001 main board Control board
GE 94-164136-001 main board Control board -
 GE 269 PLUS-D/O-100P-125V Digital motor relay
GE 269 PLUS-D/O-100P-125V Digital motor relay -
 GALIL DMC-9940 High-performance motion controller
GALIL DMC-9940 High-performance motion controller -
 FUJI NP1BS-08 base plate
FUJI NP1BS-08 base plate -
 FUJI NP1Y32T09P1 Transistor drain type digital output module
FUJI NP1Y32T09P1 Transistor drain type digital output module -
 FUJI NP1Y16R-08 Digital Output Module
FUJI NP1Y16R-08 Digital Output Module -
 FUJI NP1X3206-A High-speed digital input module
FUJI NP1X3206-A High-speed digital input module -
 FUJI NP1AYH4I-MR current output module
FUJI NP1AYH4I-MR current output module -
 FUJI NP1S-22 Power module redundancy
FUJI NP1S-22 Power module redundancy -
 FUJI RPXD2150-1T servo drive module
FUJI RPXD2150-1T servo drive module -
 FUJI FVR008E7S-2UX Ac frequency converter
FUJI FVR008E7S-2UX Ac frequency converter -
 FUJI Ac frequency converter FVR008E7S-2
FUJI Ac frequency converter FVR008E7S-2 -
 FUJI FVR004G5B-2 Small general-purpose frequency converter
FUJI FVR004G5B-2 Small general-purpose frequency converter -
 FUJI A50L-2001-0232 Industrial control module
FUJI A50L-2001-0232 Industrial control module -
 FUJI A50L-001-0266#N High-performance servo amplifier
FUJI A50L-001-0266#N High-performance servo amplifier -
 Honeywell FS7-2173-2RP Gas sensor
Honeywell FS7-2173-2RP Gas sensor -
 Honeywell 10106/2/1 Digital Input Module in Stock
Honeywell 10106/2/1 Digital Input Module in Stock -
 FRCE SYS68K CPU-40 B/16 PLC core processor module
FRCE SYS68K CPU-40 B/16 PLC core processor module -
 Foxboro FBM I/O cards PBCO-D8-009
Foxboro FBM I/O cards PBCO-D8-009 -
 Foxboro AD916AE Digital Control System (DCS) Module
Foxboro AD916AE Digital Control System (DCS) Module -
 GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay
GE SR750-P5-G5-S5-HI-A20-R-E Multilin Relay -
.jpg) FOXBORO H90 H90C9AA0117S Industrial Computer Workstation
FOXBORO H90 H90C9AA0117S Industrial Computer Workstation -
FOXBORO RH928AW | I/A Series Relay Output Module
-
.jpg) Foxboro N-2AX+DIO Multi-functional input/output module
Foxboro N-2AX+DIO Multi-functional input/output module -
 Foxboro RH924WA FCP280 Fiber Optic Network Adapter
Foxboro RH924WA FCP280 Fiber Optic Network Adapter -
 FOXBORO H92 Versatile Hardware Component In
FOXBORO H92 Versatile Hardware Component In -
 Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module
Foxboro FBM218 P0922VW HART® Communication Redundant Output Interface Module -
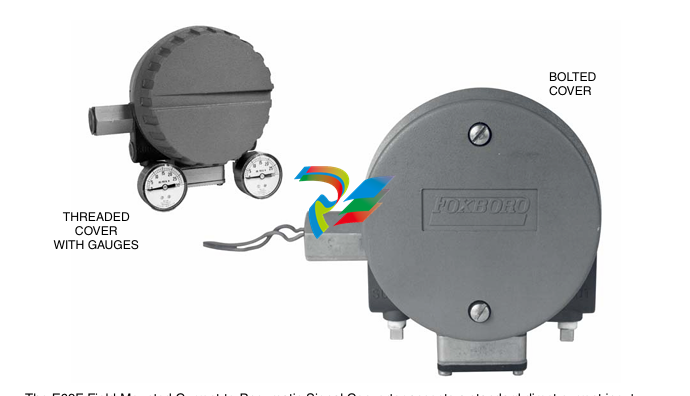
 Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter
Foxboro E69F-TI2-J-R-S E69F Series Current-To-Pneumatic Signal Converter -
 Foxboro E69F-BI2-S Converter
Foxboro E69F-BI2-S Converter -
.jpg) Foxboro H92A049E0700 The host of the DCS control station
Foxboro H92A049E0700 The host of the DCS control station -
 Foxboro H90C9AA0117S Industrial computer workstation
Foxboro H90C9AA0117S Industrial computer workstation -
 Foxboro RH101AA High-performance industrial control module
Foxboro RH101AA High-performance industrial control module -
 Foxboro P0922YU FPS400-24 I/A Series Power supply
Foxboro P0922YU FPS400-24 I/A Series Power supply -
.png) FOXBORO P0973LN Chassis-based managed switch with independent power supply
FOXBORO P0973LN Chassis-based managed switch with independent power supply -
.jpg) FOXBORO P0926PA Input/output module
FOXBORO P0926PA Input/output module -
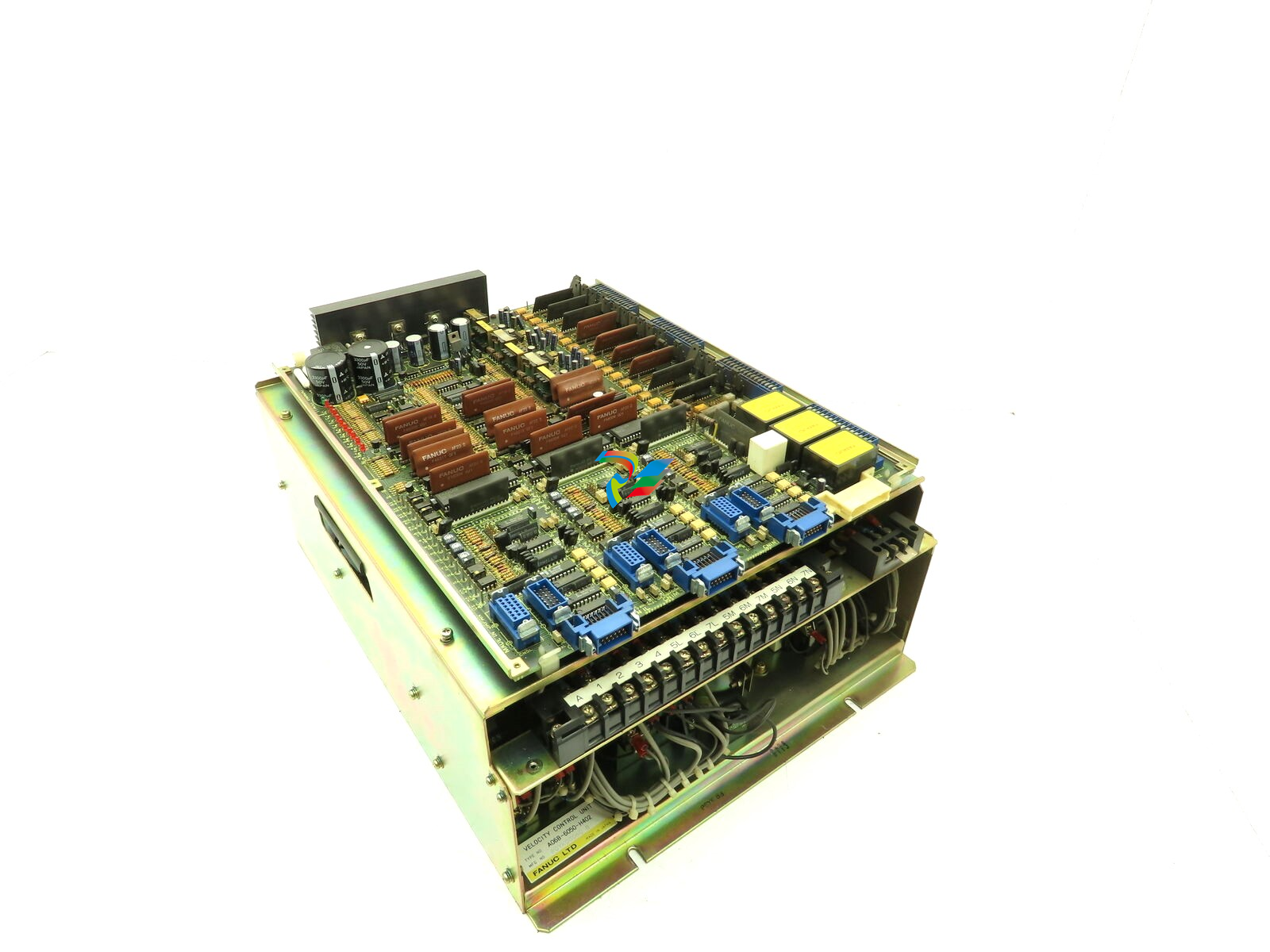 Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE
Fanuc A06B-6050-H402 3 AXIS ANALOG AC SERVO DRIVE -
.jpg) FOXBORO L0130AD L0130AE-0H Power module group
FOXBORO L0130AD L0130AE-0H Power module group -
_lVjBYb.jpg) FOXBORO 0399085B 0303440C+0303458A Combination Control Module
FOXBORO 0399085B 0303440C+0303458A Combination Control Module -
 FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board
FOXBORO SY-0399095E (SY-0303451D+SY-0303460E) Process control board -
.jpg) FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module
FOXBORO 0399071D 0303440C+0303443B Input/Output (I/O) Module -
.jpg) FOXBORO RH924UQ Redundant Controller module
FOXBORO RH924UQ Redundant Controller module -
 FFOXBORO E69F-TI2-S current pneumatic converter
FFOXBORO E69F-TI2-S current pneumatic converter -
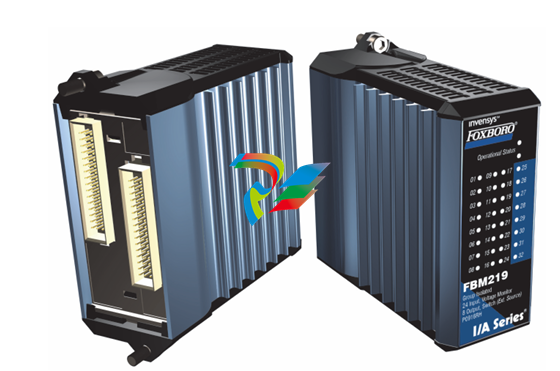 FOXBORO FBM219 RH916RH Discrete I/O Module
FOXBORO FBM219 RH916RH Discrete I/O Module -
 FOXBORO FBM227 P0927AC Module
FOXBORO FBM227 P0927AC Module -
.jpg) FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module
FOXBORO 0399144 SY-0301059F SY-1025115C/SY-1025120E I/O module -
.jpg) FOXBORO SY-60399001R SY-60301001RB Industrial Control Module
FOXBORO SY-60399001R SY-60301001RB Industrial Control Module -
 FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board
FOXBORO 0399143 SY-0301060R SY-1025115C SY-1025120E Combined control board -
 FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer
FOXBORO 873EC-JIPFGZ electrodeless conductivity analyzer -
 FOXBORO P0916PH (High-density HART I/O Module)
FOXBORO P0916PH (High-density HART I/O Module) -
 FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters
FOXBORO 870ITEC-AYFNZ-7 Intelligent Electrochemical Transmitters -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
.jpg) FOXBORO P0916WG Terminal cable
FOXBORO P0916WG Terminal cable -
 FOXBORO P0926MX 2-Port Splitter
FOXBORO P0926MX 2-Port Splitter -
.jpg) FOXBORO AD908JQ High-Frequency Module
FOXBORO AD908JQ High-Frequency Module -
.jpg) FOXBORO AD916CC Processor module
FOXBORO AD916CC Processor module -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 Foxboro p0903nu 1×8 unit sub-component module
Foxboro p0903nu 1×8 unit sub-component module -
 Foxboro P0911SM Industrial control module
Foxboro P0911SM Industrial control module -
 Foxboro CM902WM I/O module
Foxboro CM902WM I/O module -
 Foxboro CM902WL Power module
Foxboro CM902WL Power module -
 Foxboro P0972VA Industrial Control Module
Foxboro P0972VA Industrial Control Module -
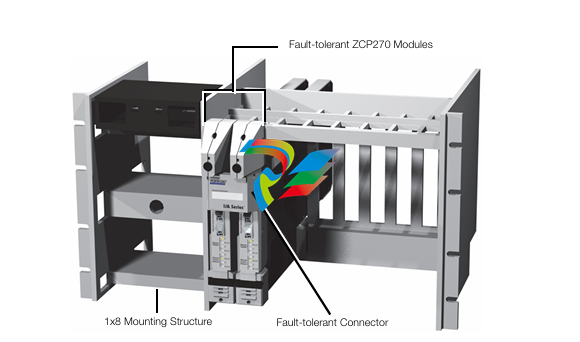
 Foxboro Z-Module Control Processor 270 (ZCP270)
Foxboro Z-Module Control Processor 270 (ZCP270) -
 Foxboro PO916JS 16-channel terminal block module
Foxboro PO916JS 16-channel terminal block module -
 Foxboro PO911SM High-performance digital/analog input/output module
Foxboro PO911SM High-performance digital/analog input/output module -
 Foxboro P0972PP-NCNI Network Interface Module
Foxboro P0972PP-NCNI Network Interface Module -
.jpg) FOXBORO P0971QZ controller module
FOXBORO P0971QZ controller module -
 FOXBORO P0971DP Thermal resistance input/output module
FOXBORO P0971DP Thermal resistance input/output module -
 FOXBORO P0970VB Cable connector
FOXBORO P0970VB Cable connector -
 FOXBORO P0970EJ-DNBX Dual-node bus expansion module
FOXBORO P0970EJ-DNBX Dual-node bus expansion module -
 FOXBORO P0970BP Redundant power supply system
FOXBORO P0970BP Redundant power supply system -
.jpg) FOXBORO P0970BC-DNBI DeviceNet bus interface module
FOXBORO P0970BC-DNBI DeviceNet bus interface module -
.jpg) FOXBORO P0961FX-CP60S Main control CPU module
FOXBORO P0961FX-CP60S Main control CPU module -
.jpg) FOXBORO P0961EF-CP30B Network Interface Unit
FOXBORO P0961EF-CP30B Network Interface Unit -
.jpg) FOXBORO P0961CA Optical fiber local area network module
FOXBORO P0961CA Optical fiber local area network module -
.jpg) FOXBORO P0961BD-GW30B gateway processor module
FOXBORO P0961BD-GW30B gateway processor module -
.jpg) FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module
FOXBORO P0961BC-CP40B/I/A Series high-performance control processor module -
FOXBORO P0960JA-CP40 High-performance control processor
-
FOXBORO P0926TM Control module
-
 FOXBORO P0916BX Termination Assembly
FOXBORO P0916BX Termination Assembly -
.jpg) FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module
FOXBORO P0916AE P0916AG P0916AW Thermal resistance input type DCS card module -
 FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly
FOXBORO P0916AC FOXBORO distributed control system (DCS) compression terminal assembly -
.jpg) FOXBORO P0912CB High-performance interface module
FOXBORO P0912CB High-performance interface module -
.jpg) FOXBORO P0911VJ Thermal resistance input output module
FOXBORO P0911VJ Thermal resistance input output module -
.jpg) FOXBORO P0911QH-A High-precision module
FOXBORO P0911QH-A High-precision module -
 FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module
FOXBORO P0911QB-C P0911QC-C Thermal resistance input/output module -
 FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module
FOXBORO P0904BH P0904FH P0904HB Distributed Control system (DCS) module -
 FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module
FOXBORO P0903ZP P0903ZQ Embedded System Debugging Module -
 Foxboro P0903ZL P0903ZN Industrial power module
Foxboro P0903ZL P0903ZN Industrial power module -
 Foxboro P0903ZE I/A Series Fieldbus Isolator Module
Foxboro P0903ZE I/A Series Fieldbus Isolator Module -
 FOXBORO P0903NW Industrial Control Module
FOXBORO P0903NW Industrial Control Module


