
parkerVM600Mk2 A Second-Generation Architecture for a New Era
VM600 First-Generation:
One module does it all
When vibro-meter introduced
the VM600 architecture in 2000,
it represented a dramatic leap
forward that sent shockwaves
through the industry with numerous
innovative features.
The most notable of these was
the simplicity of an architecture
that used a single card type – the
MPC4 – to address all channel
types except temperature. Prior
architectures, and the prevailing
model embraced by every other
leading manufacturer of the time,
was a reliance on a large diversity
of module types. For example, one
well-known manufacturer required
more than 20 different module
types in their system to achieve
the full complement of all available
functionality.
Compounding the issue, each
monitor module type had as many
as 3 different corresponding I/O
module variations. The spare
parts implications were significant
– along with the widely varying
costs of each module depending
on the channel types supported.
It was a complex architecture with
a complex diversity of modules, a
complex pricing structure, and a
complex spare parts burden.
In contrast, the VM600 required
only 4 basic card types (power,
communications, temperature, and
universally configurable vibration)
for comprehensive machinery
protection, each with only a single
type of corresponding I/O module.
In a word, the system was uniquely
simple – without sacrificing
functionality. It also introduced
the concept of combining speed
/ phase reference measurements
on a single module as auxiliary
channels.
This allowed four channels of
vibration and two channels of
tachometer and/or phase reference
to be addressed in a single rack
slot via the MPC4 (Machine
Protection Card – 4 channel).
In fact, it perhaps would have been
better named “MPC4+2” for this
very reason
.
In addition, 4 relays were included
on each MPC4, turning a single
module into a fully self-contained
monitor with all required protective
functions. Hence, the slogan “one
module does it all” aptly described
the workhorse of the system: the
MPC4 module that provided true
“universal” programmability for all
required vibration channel types
and sensors.
The VM600 was introduced in
2000 and required only 4 basic
module types for comprehensive
machinery protection functionality:
power, temperature, vibration, and
communications.

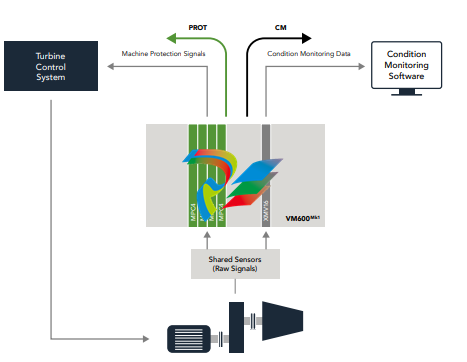
Segregated condition monitoring
Another key innovation of the
first-generation architecture was
entirely segregated, 16-channel
condition monitoring (CM)
modules that ensured machinery
protective functions could never
be compromised by failures in the
condition monitoring hardware,
yet resided in the same rack
chassis and could share input
signals with the MPC4 protective
modules – or use entirely separate
inputs if desired. Two CM module
types were available – one for
vibration (XMV16) and one for
gas turbine combustion dynamics
(XMC16). Other manufacturer’s
platforms of the era used highly
integrated condition monitoring
that co-mingled protective and
CM functions, resulting in a level
of integration that amplified rather
than attenuated vulnerabilities.
The VM600’s first-generation
architecture physically separated
condition monitoring from
protection by using separate
modules – the MPC4Mk1 for
protection and the XMV16 for
condition monitoring. A variant
of the XMV16 (the XMC16) was
used for combustion dynamics
monitoring on low-NOx gas
turbines.
As gas turbine firing temperatures
increased in the 70s, 80s, and 90s
to achieve greater efficiencies,
these efficiencies came at the
expense of increased NOx
emissions. It was not long before
environmental concerns demanded
these increased NOx emissions
be reduced, and new combustor
technology emerged as a result,
referred to as Dry Low NOx
(DLN) or Dry Low Emissions (DLE)
designs1
.
Although these designs did indeed
reduce NOx emissions, they
entailed so-called “metastable”
combustion conditions that could
impose extremely damaging
dynamic pressure pulsation forces
on the combustor2
. If not very
carefully monitored and controlled,
combustor life could be severely
degraded.
It was out of this fundamental
need that gas turbine combustor
monitoring emerged.
The concept is quite simple: adjust
the fuel/air mixture to be as lean
as possible, but not so lean as
to introduce an unstable flame
and the accompanying dynamic
pressure pulsations that will
prematurely age (or destroy) the
combustor.
Using highly specialized hightemperature pressure sensors, the
pressure inside each combustor
is monitored for the presence of
these damaging pulsations and the
fuel/air ratio is continually adjusted
using a closed feedback loop
between the dynamic pressure
sensing system and the turbine
control system where the fuel/air
mixture is adjusted.
When pulsations are detected,
the flame is unstable and the
-
 Jaquet Relay card (Auxiliary module) FTV 3090 377Z-03985
Jaquet Relay card (Auxiliary module) FTV 3090 377Z-03985 -
 Jaquet Trip Chain Control card FTBU 3034 377Z-05030
Jaquet Trip Chain Control card FTBU 3034 377Z-05030 -
 Jaquet with input card -E04 FTFU 3024 -E04 377Z-05855
Jaquet with input card -E04 FTFU 3024 -E04 377Z-05855 -
 Jaquet with input card -E03 FTFU 3024- E03 377Z-03983
Jaquet with input card -E03 FTFU 3024- E03 377Z-03983 -
 Jaquet FTFU 3024- E02 377Z-03982 with input card -E02
Jaquet FTFU 3024- E02 377Z-03982 with input card -E02 -
 Jaquet FTFU 3024-E01 377Z-03981 with input card -E01
Jaquet FTFU 3024-E01 377Z-03981 with input card -E01 -
 Hirschmann RS20-2400T1T1SDAE Industrial Managed Ethernet Switch
Hirschmann RS20-2400T1T1SDAE Industrial Managed Ethernet Switch -
 Hirschmann BELDEN EAGLE30-04022O6TT999SCCV9HSE3F
Hirschmann BELDEN EAGLE30-04022O6TT999SCCV9HSE3F -
 Hirschmann MM3-2FXS2/2TX MICE Media Module
Hirschmann MM3-2FXS2/2TX MICE Media Module -
 Hirschmann RS20-1600M2M2SDAPHC08.0.05 Industrial Managed Switch
Hirschmann RS20-1600M2M2SDAPHC08.0.05 Industrial Managed Switch -
 Hirschmann OZD Profi 12M G12-1300 PRO Fieldbus Repeater
Hirschmann OZD Profi 12M G12-1300 PRO Fieldbus Repeater -
 Hirschmann SPIDER 4TX/1FX-ST EEC Industrial Ethernet Switch
Hirschmann SPIDER 4TX/1FX-ST EEC Industrial Ethernet Switch -
 Hirschmann MM2-2FXM3/2TX1 MICE Media Module
Hirschmann MM2-2FXM3/2TX1 MICE Media Module -
 Hirschmann RS20-2400M2M2SDAPHC09.0.14 Industrial Switch
Hirschmann RS20-2400M2M2SDAPHC09.0.14 Industrial Switch -
 Hirschmann RS20-0400M2M2SDAEHC07.1.05 OpenRail Switch
Hirschmann RS20-0400M2M2SDAEHC07.1.05 OpenRail Switch -
 Hirschmann OZD Profi 12M G12-EEC Fieldbus Repeater
Hirschmann OZD Profi 12M G12-EEC Fieldbus Repeater -
 HIRSCHMANN MDA422-1/2-3.5c-23/46 sensor
HIRSCHMANN MDA422-1/2-3.5c-23/46 sensor -
Hirschmann RS30-2402T1T1SDAUHC Managed Industrial Switch
-
 Hirschmann OZD GENIUS G12 Industrial Switche
Hirschmann OZD GENIUS G12 Industrial Switche -
 Hirschmann OZD 485 G12-1300 PRO Fieldbus Repeater
Hirschmann OZD 485 G12-1300 PRO Fieldbus Repeater -
 Hirschmann MM2-2FXM2 MICE Media Module
Hirschmann MM2-2FXM2 MICE Media Module -
 Hirschmann RS20-1600S2T1SDAUHC Managed Industrial Switch
Hirschmann RS20-1600S2T1SDAUHC Managed Industrial Switch -
 Hirschmann MS20-0800SAAEHH04.2.04 MICE Switch
Hirschmann MS20-0800SAAEHH04.2.04 MICE Switch -
 Hirschmann SPIDER 4TX/1FX EEC Unmanaged Industrial Switch
Hirschmann SPIDER 4TX/1FX EEC Unmanaged Industrial Switch -
 HIRSCHMANN MS4128-L3P EEC Managed Industrial Ethernet Switch
HIRSCHMANN MS4128-L3P EEC Managed Industrial Ethernet Switch -
 HIRSCHMANN RS20-0400M2T1SDAPHC08.0.01 Managed Switch
HIRSCHMANN RS20-0400M2T1SDAPHC08.0.01 Managed Switch -
 ETEL EA-S0M-400-40/80A-0000-00 AccurET Modular Power Supply
ETEL EA-S0M-400-40/80A-0000-00 AccurET Modular Power Supply -
 ETEL EA-B0I-0-0-0000-00 Backplane Interface Board
ETEL EA-B0I-0-0-0000-00 Backplane Interface Board -
 ETEL EA-P2M-400-15/40A-0100-00 Position Controller
ETEL EA-P2M-400-15/40A-0100-00 Position Controller -
ETEL EA-P2M-400-15/40A-0000-00 Position Controller
-
 ETEL EA-P2M-400-10/20A-0100-01 Position Controller
ETEL EA-P2M-400-10/20A-0100-01 Position Controller -
 ETEL EA-P2M-400-10/20A-0000-01 Position Controller
ETEL EA-P2M-400-10/20A-0000-01 Position Controller -
 ETEL EA-P2M-400-5/10A-0100-01 Position Controller
ETEL EA-P2M-400-5/10A-0100-01 Position Controller -
 ETEL EA-P2M-048-2.5/5A-0000-01 Modular Position Controller
ETEL EA-P2M-048-2.5/5A-0000-01 Modular Position Controller -
 ETEL EA-S0M-300-40/80A-0000-00 Power Supply Module
ETEL EA-S0M-300-40/80A-0000-00 Power Supply Module -
 ETEL EA-P2M-300-07/15A-0100-01 Position Controller
ETEL EA-P2M-300-07/15A-0100-01 Position Controller -
 ETEL EA-P2M-300-07/15A-0000-01: Modular Position Controller
ETEL EA-P2M-300-07/15A-0000-01: Modular Position Controller -
 ETEL EA-P2M-300-4/7.5A-0100-01 Overview
ETEL EA-P2M-300-4/7.5A-0100-01 Overview -
 Basler Electric MOC2. Motor Operated Potentiometer
Basler Electric MOC2. Motor Operated Potentiometer -
 Basler Electric BE1-11 RTD Module, Resistance Temperature Detector
Basler Electric BE1-11 RTD Module, Resistance Temperature Detector -
 Basler Electric RDP-110C, Remote Display Panel
Basler Electric RDP-110C, Remote Display Panel -
 Basler Electric VRM-2020. Voltage Regulation Module
Basler Electric VRM-2020. Voltage Regulation Module -
 Basler Electric IDP-1500. Interactive Display Panel
Basler Electric IDP-1500. Interactive Display Panel -
 Basler Electric AEM-2020. Analog Expansion Module
Basler Electric AEM-2020. Analog Expansion Module -
 Basler Electric IDP-2020. Interactive Display Panel
Basler Electric IDP-2020. Interactive Display Panel -
 Basler Electric CEM-2020. Contact Expansion Module
Basler Electric CEM-2020. Contact Expansion Module -
 Basler Electric CEM-125. Contact Expansion Module
Basler Electric CEM-125. Contact Expansion Module -
 Basler Electric BE2000E, Digital Voltage Regulator
Basler Electric BE2000E, Digital Voltage Regulator -
 Basler Electric SMC-150. Synchronous Motor Controller
Basler Electric SMC-150. Synchronous Motor Controller -
 Basler Electric AVC125-10. Voltage Regulator
Basler Electric AVC125-10. Voltage Regulator -
 Basler Electric BE1-25. Sync-Check Relay
Basler Electric BE1-25. Sync-Check Relay -
 Basler Electric DGC-2020ES, Digital Genset Controller
Basler Electric DGC-2020ES, Digital Genset Controller -
 ETEL EA-P2M-400-5/10A-0000-01 Position Controller
ETEL EA-P2M-400-5/10A-0000-01 Position Controller -
 Basler Electric BE1-64F, Ground Fault Relay
Basler Electric BE1-64F, Ground Fault Relay -
 Basler Electric BE1-79M, Multi Shot Reclosing Relay
Basler Electric BE1-79M, Multi Shot Reclosing Relay -
 Basler Electric BE1-81O/U, Digital Frequency Relay
Basler Electric BE1-81O/U, Digital Frequency Relay -
 Basler Electric BE1-87B, High Impedance Bus Differential Relay
Basler Electric BE1-87B, High Impedance Bus Differential Relay -
 Basler Electric BE1-79A, Reclosing Relay
Basler Electric BE1-79A, Reclosing Relay -
 Basler Electric BE1-27. BE1-59. BE1-27/59. Voltage Relay
Basler Electric BE1-27. BE1-59. BE1-27/59. Voltage Relay -
 Basler Electric SMC-250. Synchronous Motor Controller
Basler Electric SMC-250. Synchronous Motor Controller -
 Basler Electric SGC-250N, Synchronous Generator Controller
Basler Electric SGC-250N, Synchronous Generator Controller -
 Basler Electric SGC-250. Synchronous Generator Controller
Basler Electric SGC-250. Synchronous Generator Controller -
 Basler Electric BE1-50/51 Plug and Play and Retrofit Relays
Basler Electric BE1-50/51 Plug and Play and Retrofit Relays -
 Basler Electric DECS-2100. Digital Excitation Control System
Basler Electric DECS-2100. Digital Excitation Control System -
 Basler Electric DECS-250E, Digital Excitation Control System
Basler Electric DECS-250E, Digital Excitation Control System -
 Basler Electric BE1-700V, Voltage Only Digital Protective Relay
Basler Electric BE1-700V, Voltage Only Digital Protective Relay -
 Basler Electric DECS-250. Digital Excitation Control System
Basler Electric DECS-250. Digital Excitation Control System -
 Basler Electric DECS-450. Digital Excitation Control System
Basler Electric DECS-450. Digital Excitation Control System -
 Basler Electric DECS-150. Digital Excitation Control System
Basler Electric DECS-150. Digital Excitation Control System -
 Basler Electric ES-49. Temperature Relay
Basler Electric ES-49. Temperature Relay -
 Basler Electric ES-81O/U, ES-81O,ES-81U Overfrequency Relay
Basler Electric ES-81O/U, ES-81O,ES-81U Overfrequency Relay -
Basler Electric ES-74V, DC Voltage Sensing Relay
-
Basler Electric ES-27/59. Under/Overvoltage Relay
-
 Basler Electric ES-27. Undervoltage Relay
Basler Electric ES-27. Undervoltage Relay -
 Basler Electric ES-25. Sync-Check Relay
Basler Electric ES-25. Sync-Check Relay -
 Basler Electric ES-47, ES-47N Phase Sequence Relay
Basler Electric ES-47, ES-47N Phase Sequence Relay -
Basler Electric ES-37.ES-37/51 Undercurrent Relay
-
 Basler Electric ES-32. Reverse Power Relay
Basler Electric ES-32. Reverse Power Relay -
Basler Electric ES-59. Overvoltage Relay
-
 Basler Electric ES-55. Power Factor Relay
Basler Electric ES-55. Power Factor Relay -
 Basler Electric DGC-2020HD, Digital Genset Controller
Basler Electric DGC-2020HD, Digital Genset Controller -
 Basler Electric BE1-FLEX, Protection, Automation, and Control System
Basler Electric BE1-FLEX, Protection, Automation, and Control System -
 Schneider GUTOR OC0935 Power Factor Sampling Board
Schneider GUTOR OC0935 Power Factor Sampling Board -
 Schneider GUTOR OC0922 Analog Signal Isolation Board
Schneider GUTOR OC0922 Analog Signal Isolation Board -
 Schneider GUTOR OC0908 Battery Voltage Detection Board
Schneider GUTOR OC0908 Battery Voltage Detection Board -
Schneider GUTOR OC0947 Temperature / IGBT Sampling Board
-
 Schneider GUTOR OP2601 Communication Expansion Board
Schneider GUTOR OP2601 Communication Expansion Board -
 Schneider Electric GUTOR OP2312 bypass control board
Schneider Electric GUTOR OP2312 bypass control board -
 Schneider Electric GUTOR OP2130 Cooling Fan Monitoring & Control Board
Schneider Electric GUTOR OP2130 Cooling Fan Monitoring & Control Board -
 Schneider Electric GUTOR OP2010 Battery Test Board / Battery Management Diagnostic Card
Schneider Electric GUTOR OP2010 Battery Test Board / Battery Management Diagnostic Card -
Schneider Electric GUTOR OP2552 Three-phase Power Connection Board Assembly
-
 Schneider Electric GUTOR OP1922A Parallel Control Board / Load-Sharing Synchronization Module
Schneider Electric GUTOR OP1922A Parallel Control Board / Load-Sharing Synchronization Module -
 Schneider Electric GUTOR OP6290B Inverter Feedback Acquisition Board / Signal Scaling Module
Schneider Electric GUTOR OP6290B Inverter Feedback Acquisition Board / Signal Scaling Module -
Schneider GUTOR OP6280 Basic Signal Board
-
Schneider Electric GUTOR OP2456 / OP2456B Main control board
-
 Schneider Electric GUTOR OP2452 Power Plug-in Panel
Schneider Electric GUTOR OP2452 Power Plug-in Panel -
 Schneider Electric GUTOR OP2450 Parallel Communication Board
Schneider Electric GUTOR OP2450 Parallel Communication Board -
Schneider Electric GUTOR OP2406 Interface Fuse Monitoring Board
-
 Schneider Electric GUTOR OC0919 High-Power Semiconductor Module
Schneider Electric GUTOR OC0919 High-Power Semiconductor Module -
 Schneider Electric GUTOR OP6281A System Logic Interface Board
Schneider Electric GUTOR OP6281A System Logic Interface Board -
 Schneider Electric GUTOR OP6285A Power Signal Acquisition Board
Schneider Electric GUTOR OP6285A Power Signal Acquisition Board -
 Schneider Electric GUTOR OP2438 Fan Monitor & Drive Protection Board
Schneider Electric GUTOR OP2438 Fan Monitor & Drive Protection Board -
Schneider Electric GUTOR OP2446 Main Control CPU Board
-
 ROLLS-ROYCE CE05-00 Steering Gear Control Module
ROLLS-ROYCE CE05-00 Steering Gear Control Module -
 ROLLS-ROYCE MARINE AS-BRATTVAAG WRC1021A CONTROLLER CARD
ROLLS-ROYCE MARINE AS-BRATTVAAG WRC1021A CONTROLLER CARD -
ROLLS ROYCE DECK MACHINERY MPC-300-A7029099 TERMINAL CONTROLLER UNIT
-
 ROLLS-ROYCE HELICON THRUSTER CONTROL PANEL LF90S-01-06
ROLLS-ROYCE HELICON THRUSTER CONTROL PANEL LF90S-01-06 -
 Rolls-Royce PCC1030C Panel Controller Card
Rolls-Royce PCC1030C Panel Controller Card -
 Rolls-Royce RRDIO15 Remote Digital Input/Output Module
Rolls-Royce RRDIO15 Remote Digital Input/Output Module -
 Rolls-Royce TDI-11 Pitch & Direction Indicator Module
Rolls-Royce TDI-11 Pitch & Direction Indicator Module -
 Rolls-Royce CCN 01 CANman Controller Network Module
Rolls-Royce CCN 01 CANman Controller Network Module -
 Rolls-Royce SLIO 01 CANman Controller Network Module
Rolls-Royce SLIO 01 CANman Controller Network Module -
 Rolls-Royce MPC-210 Winch & Propulsion Control Module
Rolls-Royce MPC-210 Winch & Propulsion Control Module -
Rolls-Royce MTI-144 Engine Control Module
-
 Rolls-Royce Tenfjord FB10-002 Steering Gear Module (E-4500-40-1)
Rolls-Royce Tenfjord FB10-002 Steering Gear Module (E-4500-40-1) -
 ROLLS ROYCE MARINE AS CIRCUIT BOARD (PCB) RRAI016
ROLLS ROYCE MARINE AS CIRCUIT BOARD (PCB) RRAI016 -
 Rolls-Royce Marine AS PIP6-1 Marine Controller
Rolls-Royce Marine AS PIP6-1 Marine Controller -
 ROLLS-ROYCE MPC-300 STARTER CONTROL UNIT A7029099
ROLLS-ROYCE MPC-300 STARTER CONTROL UNIT A7029099 -
 Rolls-Royce Data Respons MPCF1-10.4" Maritime Panel Computer
Rolls-Royce Data Respons MPCF1-10.4" Maritime Panel Computer -
 ROLLS-ROYCE MARINE OLC-40009 PCB CARD
ROLLS-ROYCE MARINE OLC-40009 PCB CARD -
Rolls-Royce Marine Brattvaag WRC1021B Controller Board
-
 ROLLS-ROYCE CCN 01 & ROLLS-ROYCE SLIO 02 CANMAN CONTROLLER NETWORK
ROLLS-ROYCE CCN 01 & ROLLS-ROYCE SLIO 02 CANMAN CONTROLLER NETWORK -
.png) ROLLS-ROYCE ATC-3-A7033172 AQUAMASTER TURNING CONTROLLER
ROLLS-ROYCE ATC-3-A7033172 AQUAMASTER TURNING CONTROLLER -
 ROLLS-ROYCE POSCON V.3 JOYSTICK MODULE 6459
ROLLS-ROYCE POSCON V.3 JOYSTICK MODULE 6459 -
.png) Rolls-Royce Marine 389-496-00 Joystick Remote Control Panel 6799-W, 389-996-00
Rolls-Royce Marine 389-496-00 Joystick Remote Control Panel 6799-W, 389-996-00 -
 Rolls-Royce data respons 10.4'' Panel Computer 98H010A0000I/R10I53S
Rolls-Royce data respons 10.4'' Panel Computer 98H010A0000I/R10I53S -
 Rolls-Royce H1127.0101 Marine Controller 000068308
Rolls-Royce H1127.0101 Marine Controller 000068308 -
 Rolls-Royce CU40-0106-50 Steering Gear Control Panel
Rolls-Royce CU40-0106-50 Steering Gear Control Panel


