
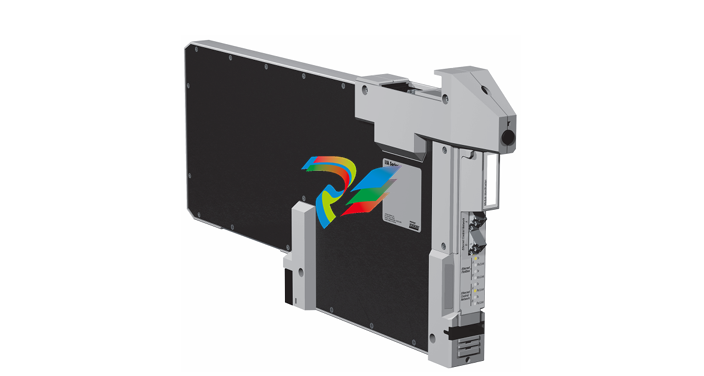
Honeywell RM850 - Radio Management Unit 7012100-811

The Honeywell RM850 stands out as a robust and versatile solution within Honeywell automation products, specifically engineered for demanding environments such as the power industry, petrochemical plants, and general automation systems. This model is designed to deliver exceptional input/output capacity and superior durability, catering to the rigorous operational requirements of modern industrial applications.
At its core, the Honeywell RM850 features a high-performance processing unit capable of handling extensive data throughput, providing seamless integration with control systems that require rapid, accurate responses. The RM850 supports a broad range of input/output options, accommodating both analog and digital signals, which enhances its compatibility across diverse automation setups. Its rugged construction ensures resilience against harsh industrial conditions, including exposure to temperature extremes, vibration, and electromagnetic interference, making it ideal for long-term deployment in power generation facilities and petrochemical refineries where reliability is paramount.
Performance metrics of the RM850 further underscore its suitability for critical industrial tasks. It offers real-time data processing capabilities with minimal latency, allowing operators to maintain precise control over complex processes. Additionally, the RM850 boasts an extended mean time between failures (MTBF), reducing downtime and maintenance costs. This level of dependability is crucial for power plants where continuous operation is necessary, as well as in petrochemical environments where safety and accuracy cannot be compromised.
In practical applications, the Honeywell RM850 excels in scenarios such as turbine control systems, refinery process automation, and power distribution monitoring. Its ability to interface seamlessly with existing Honeywell equipment—such as the Honeywell IC500 series for intelligent control and the Honeywell TSQUALWDX-07821 for signal conditioning—enables comprehensive automation solutions. Moreover, the RM850’s compatibility with Honeywell’s advanced sensor arrays like the Honeywell Q7055C1009/U and process controllers such as the Honeywell 97350 allows for a cohesive ecosystem that enhances operational efficiency.
When comparing the RM850 to other Honeywell models, its unique advantage lies in its balanced combination of robust input/output flexibility and industrial-grade durability. While models like the Honeywell DM106-0-B-00-0-R-1-00000-000-U1 specialize in modular digital input/output configurations and the Honeywell AMCH20013607 offers compact automation solutions, the RM850 provides a more comprehensive platform suitable for larger-scale, high-demand applications. Additionally, unlike the Honeywell GNSXLX which focuses primarily on niche sensor integration, the RM850’s broad compatibility and higher throughput capacity make it the preferred choice for integrated automation systems in power and petrochemical industries.
Alongside the Honeywell RM850, other complementary products such as the Honeywell 51401583-100 control modules, Honeywell W7704D1016 signal processors, and the Honeywell 620-0073C industrial interface units expand the versatility of automation setups. For enhanced safety and monitoring, components like the Honeywell RHBBVR-AES0605 and Honeywell FF-SB14R124-S2 can be paired with the RM850 to create resilient and reliable systems that comply with industry standards. The Honeywell MS-9200UDLS and Honeywell PGM-7320 further support large-scale automation through advanced monitoring and programmable logic functions, offering scalable options alongside the RM850 platform.
In summary, the Honeywell RM850 is a cornerstone within Honeywell automation products for applications in the power industry, petrochemical sector, and general automation fields. Its superior input/output capacity, rugged durability, and real-time processing capabilities set it apart from other Honeywell models, providing an ideal solution for industrial operators seeking reliability and performance. Whether integrated with complementary units like the Honeywell IC-600 or paired with advanced sensors such as the Honeywell XK516D1, the RM850 supports a broad spectrum of automation needs, ensuring optimized process control and operational excellence. This combination of features and compatibility makes the Honeywell RM850 a trusted choice for industries where precision and uptime are critical.

| User name | Member Level | Quantity | Specification | Purchase Date |
|---|



-
 Basler Electric DECS-200 Digital Excitation Control System
Basler Electric DECS-200 Digital Excitation Control System -
 Basler Electric GENERATOR PROTECTION SYSTEM BE1-GPS100
Basler Electric GENERATOR PROTECTION SYSTEM BE1-GPS100 -
 Jaquet FT3000 Speed measurement system
Jaquet FT3000 Speed measurement system -
 Hirschmann Industrial Ethernet Ruggedized Switch MACH1000 Family
Hirschmann Industrial Ethernet Ruggedized Switch MACH1000 Family -
 Basler Electric BESTCOMSPlus®
Basler Electric BESTCOMSPlus® -
 ETEL AccurET MODULAR 300 EA-P2M-300-xxxxxA controller
ETEL AccurET MODULAR 300 EA-P2M-300-xxxxxA controller -
 Basler Electric ES Series Protection Relays
Basler Electric ES Series Protection Relays -
 ABB Multifunction Protection and Switchbay Control Unit REF542plus
ABB Multifunction Protection and Switchbay Control Unit REF542plus -
 EMERSON AMS 2140 Machinery Health Analyzer
EMERSON AMS 2140 Machinery Health Analyzer -
 Hirschmann Industrial Ethernet Rail Switch RS20 Basic Family
Hirschmann Industrial Ethernet Rail Switch RS20 Basic Family -
 GE Grid Solutions P40U Px40 USB Adaptor
GE Grid Solutions P40U Px40 USB Adaptor -
 ABB ontinuous Gas Analyzers AO2000 Series AO2040CU Ex Central Unit in Category 2G
ABB ontinuous Gas Analyzers AO2000 Series AO2040CU Ex Central Unit in Category 2G -
 ABB Advance Optima AO2000 Series Continuous gas analyzers Models AO2020. AO2040
ABB Advance Optima AO2000 Series Continuous gas analyzers Models AO2020. AO2040 -
 Advance Optima Module Uras 14
Advance Optima Module Uras 14 -
 SAACKE control optimization
SAACKE control optimization -
 SAACKE se@vis efficiency monitor
SAACKE se@vis efficiency monitor -
 SAACKE se@vis pro
SAACKE se@vis pro -
 SAACKE se@vis eco
SAACKE se@vis eco -
 SAACKE se@vis compact
SAACKE se@vis compact -
 HIRSCHMANN Industrial ETHERNET Switch MICE MS20/MS30
HIRSCHMANN Industrial ETHERNET Switch MICE MS20/MS30 -
 HIRSCHMANN MICE Media modules
HIRSCHMANN MICE Media modules -
 Kongsberg GL-10 Level Switch
Kongsberg GL-10 Level Switch -
 B&R ACOPOSinverter P74 frequency converter
B&R ACOPOSinverter P74 frequency converter -
 Beckhoff CX2020 | Basic CPU module (service phase)
Beckhoff CX2020 | Basic CPU module (service phase) -
 Beckhoff CX1010 | Basic CPU module (service phase)
Beckhoff CX1010 | Basic CPU module (service phase) -
 Beckhoff CX5120 | Embedded PC with Intel Atom® E3815
Beckhoff CX5120 | Embedded PC with Intel Atom® E3815 -
 Beckhoff CP69xx-xxxx-0010 | Economy built-in Control Panel with DVI/USB Extended interface
Beckhoff CP69xx-xxxx-0010 | Economy built-in Control Panel with DVI/USB Extended interface -
 Beckhoff CP29xx-0000 | Multi-touch built-in Control Panel with DVI/USB Extended interface
Beckhoff CP29xx-0000 | Multi-touch built-in Control Panel with DVI/USB Extended interface -
 SAACKE Monoblock Rotary Cup Burner SKVJ-M
SAACKE Monoblock Rotary Cup Burner SKVJ-M -
 ABB Plantguard Fault Tolerant Technology Architecture and Software
ABB Plantguard Fault Tolerant Technology Architecture and Software -
 OMRON H8PR-8/H8PR-8P H8PR-16/H8PR-16P H8PR-24/H8PR-24P Rotary Positioner
OMRON H8PR-8/H8PR-8P H8PR-16/H8PR-16P H8PR-24/H8PR-24P Rotary Positioner -
 ABB PFSA107-Z42 DTU Stressometer Digital Transmission Unit
ABB PFSA107-Z42 DTU Stressometer Digital Transmission Unit -
 Nidec Mentor MP
Nidec Mentor MP -
 IBA ibaNet-E
IBA ibaNet-E -
 IBA FO Connection to Reflective Memory
IBA FO Connection to Reflective Memory -
 IBA FO Connection to Siemens Systems
IBA FO Connection to Siemens Systems -
 IBA Interface Cards For Fiber Optic Connections
IBA Interface Cards For Fiber Optic Connections -
 IBA Field and Drive Buses
IBA Field and Drive Buses -
 IBA ibaPADU-S Modular System
IBA ibaPADU-S Modular System -
 IBA ibaMAQS
IBA ibaMAQS -
 STUCKE SYMAP®ARC
STUCKE SYMAP®ARC -
 STUCKE SYMAP®R
STUCKE SYMAP®R -
 STUCKE SYMAP®Compact
STUCKE SYMAP®Compact -
 MOOG G123-825-001 BUFFER AMPLIFIER
MOOG G123-825-001 BUFFER AMPLIFIER -
 Motorola MVME5100 Series VME Processor Modules
Motorola MVME5100 Series VME Processor Modules -
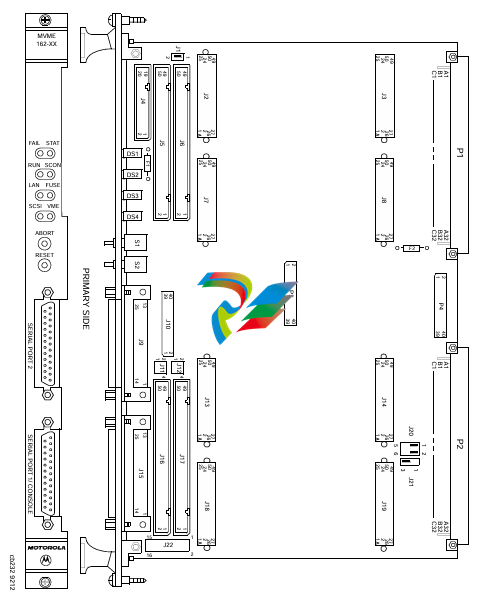 Motorola MVME162 Embedded Controller
Motorola MVME162 Embedded Controller -
 HIMatrix Safety-Related Controller System Manual for the Modular Systems
HIMatrix Safety-Related Controller System Manual for the Modular Systems -
 Motorola MVME2400 Series VME Processor Module
Motorola MVME2400 Series VME Processor Module -
 Sieger System 57
Sieger System 57 -
 KONGSBERG MRU product line continuation
KONGSBERG MRU product line continuation -
 Woodward easYgen-3100/3200 Genset Control for Multiple Unit Operation
Woodward easYgen-3100/3200 Genset Control for Multiple Unit Operation -
 Woodward MFR 300 Multifunction Relay / Measuring
Woodward MFR 300 Multifunction Relay / Measuring -
 ABB AX410, AX411, AX413, AX416, AX418, AX450, AX455 and AX456 Single and dual input analyzers for low level conductivity
ABB AX410, AX411, AX413, AX416, AX418, AX450, AX455 and AX456 Single and dual input analyzers for low level conductivity -
 ABB AX410, AX411, AX416, AX450 and AX455 Single and dual input analyzers
ABB AX410, AX411, AX416, AX450 and AX455 Single and dual input analyzers -
 Woodward easYgen-1400 Technical Manual Genset Control
Woodward easYgen-1400 Technical Manual Genset Control -
 Woodward easYgen-400 Operation Manual Genset Control
Woodward easYgen-400 Operation Manual Genset Control -
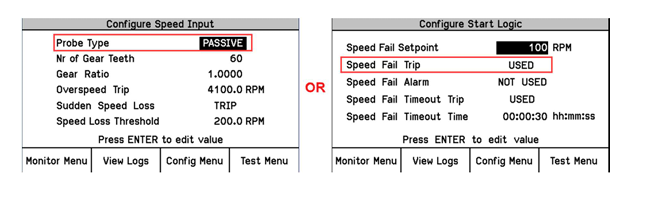
 Woodward High Output Digital Valve Positioner (DVP)DVP5000/DVP10000/DVP12000
Woodward High Output Digital Valve Positioner (DVP)DVP5000/DVP10000/DVP12000 -
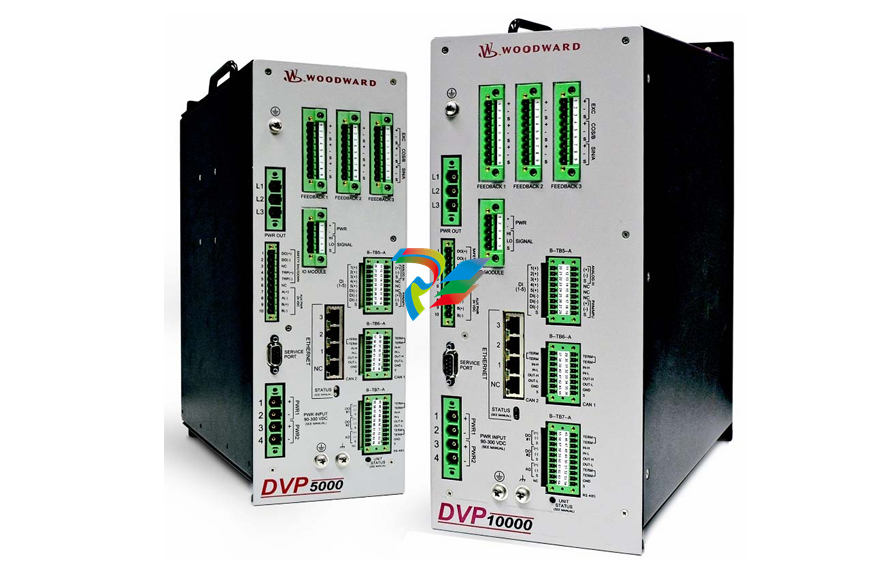 Woodward High Output Digital Valve Positioner DVP5000 and DVP10000
Woodward High Output Digital Valve Positioner DVP5000 and DVP10000 -
 Woodward TG611-13/-17 Overspeed Test Device Conversion Kit
Woodward TG611-13/-17 Overspeed Test Device Conversion Kit -
 Woodward MicroNet Safety Module (MSM)
Woodward MicroNet Safety Module (MSM) -
 Woodward 2301A Electronic Load Sharing and Speed Control 9905/9907 Series
Woodward 2301A Electronic Load Sharing and Speed Control 9905/9907 Series -
 Woodward-Service Bulletin 01671
Woodward-Service Bulletin 01671 -
 UniOP eTOP40B 12.1” TFT color display
UniOP eTOP40B 12.1” TFT color display -
 UniOP eTOP40 TFT Color display
UniOP eTOP40 TFT Color display -
 UniOP eTOP33B 10.4” TFT color display
UniOP eTOP33B 10.4” TFT color display -
 UniOP eTOP33C eTOP33-0050 Resistive touchscreen
UniOP eTOP33C eTOP33-0050 Resistive touchscreen -
UniOP eTOP30. eTOP32 eTOP32-0050 Human-machine interface equipment
-
 UniOP eTOP20B and eTOP21B eTOP20B-0050
UniOP eTOP20B and eTOP21B eTOP20B-0050 -
 UniOP eTOP12 eTOP12-0050 Advanced human-machine interface equipment
UniOP eTOP12 eTOP12-0050 Advanced human-machine interface equipment -
 UniOP eTOP11 eTOP11-0050 HMI
UniOP eTOP11 eTOP11-0050 HMI -
 UniOP eTOP06C HMI
UniOP eTOP06C HMI -
 UniOP eTOP06 HMI
UniOP eTOP06 HMI -
 UniOP eTOP05EB eTOP05EB-DF45 HMI
UniOP eTOP05EB eTOP05EB-DF45 HMI -
 UniOP eTOP05. eTOP05P Human-machine interface equipment
UniOP eTOP05. eTOP05P Human-machine interface equipment -
 UniOP eTOP03 eTOP03-0046
UniOP eTOP03 eTOP03-0046 -
 UniOP eTOP507 507U2P1 eTOP Series 500 Human-Machine Interface
UniOP eTOP507 507U2P1 eTOP Series 500 Human-Machine Interface -
 UniOP eTOP307
UniOP eTOP307 -
 UniOP ETT-VGA Human-machine interface touch unit
UniOP ETT-VGA Human-machine interface touch unit -
 UniOP ePAD32B, ePAD33B and ePAD33BT ePAD33B-0350
UniOP ePAD32B, ePAD33B and ePAD33BT ePAD33B-0350 -
 UniOP ePAD05 and ePAD06
UniOP ePAD05 and ePAD06 -
 UniOP CP02R-04 Human-machine interface
UniOP CP02R-04 Human-machine interface -
 UniOP ERT-16 - Industrial PLC Workstation
UniOP ERT-16 - Industrial PLC Workstation -
 UniOP ePAD03 and ePAD04
UniOP ePAD03 and ePAD04 -
 UNIOP EPALM10-DA71 state-of-the-art handheld HMI
UNIOP EPALM10-DA71 state-of-the-art handheld HMI -
 Watlow SERIES CLS200 SPECIFICATION SHEET
Watlow SERIES CLS200 SPECIFICATION SHEET -
 Detailed Explanation of B&R Power Panel 300/400: The Core of Industrial Automation Control
Detailed Explanation of B&R Power Panel 300/400: The Core of Industrial Automation Control -
 YOKOGAWA Models ANB10S, ANB10D, ANR10S, ANR10D Node Units (for FIO)
YOKOGAWA Models ANB10S, ANB10D, ANR10S, ANR10D Node Units (for FIO) -
 Woodward ESDR 4 Current Differential Protection Relay
Woodward ESDR 4 Current Differential Protection Relay -
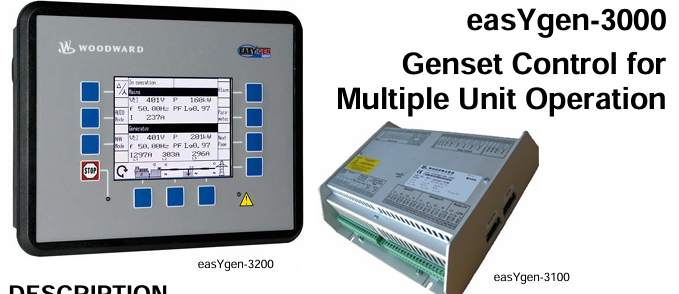 Woodward easYgen-3000 Genset Control for
Woodward easYgen-3000 Genset Control for -
 Woodward CPC-II Current-to-Pressure Converter
Woodward CPC-II Current-to-Pressure Converter -
 Woodward 8290-189-EPG-installation-manual 8290-044
Woodward 8290-189-EPG-installation-manual 8290-044 -
 Woodward Product Change Notification 06946A
Woodward Product Change Notification 06946A -
 Woodward Product Change Notification 06912
Woodward Product Change Notification 06912 -
 Fisher™ 4660 High-Low Pressure Pilot
Fisher™ 4660 High-Low Pressure Pilot -
 Flexible digital protection and control equipment SYMAP®
Flexible digital protection and control equipment SYMAP® -
 Woodward 723PLUS Digital Control
Woodward 723PLUS Digital Control -
 Woodward 505 Digital Controller For steam turbineses
Woodward 505 Digital Controller For steam turbineses -
 Woodward 85018V2 505E Digital Governor for Extraction Steam Turbines
Woodward 85018V2 505E Digital Governor for Extraction Steam Turbines -
Woodward 85018V1 Turbine Control Parameters
-
Woodward 26871 505 Enhanced Digital Control for Steam Turbines
-
 Woodward 03365 505E (Extraction / Admission)
Woodward 03365 505E (Extraction / Admission) -
 KONGSBERG RMP420-Remote Multipurpose Input/Output
KONGSBERG RMP420-Remote Multipurpose Input/Output -
 KONGSBERG RCU501 Remote Controller Unit
KONGSBERG RCU501 Remote Controller Unit -
 KONGSBERG RCU500 Remote Controller Unit
KONGSBERG RCU500 Remote Controller Unit -
 K-Gauge TOP KONGSBERG Tank Overfill Protection SystemFeatures
K-Gauge TOP KONGSBERG Tank Overfill Protection SystemFeatures -
 Kongsberg DPS112 DGNSS (DGPS/DGLONASS) sensor
Kongsberg DPS112 DGNSS (DGPS/DGLONASS) sensor -
 Kongsberg d0000930-presafe-atex-report signed
Kongsberg d0000930-presafe-atex-report signed -
 HIMax TECHNICAL FACTS X Series
HIMax TECHNICAL FACTS X Series -
 GE Multilin F650
GE Multilin F650 -
 GE MIF II - Legacy
GE MIF II - Legacy -
 GE PQM II Power QualIty Meter
GE PQM II Power QualIty Meter -
 Hydran 201Ti Mark IV Essential DGA monitoring for transformers
Hydran 201Ti Mark IV Essential DGA monitoring for transformers -
 alstom AMS42/84 5B Amplifier SystemAmplifier Technology at its Best.
alstom AMS42/84 5B Amplifier SystemAmplifier Technology at its Best. -
 GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts
GE VMIVME-5576 Fiber-Optic Reflective Memory with Interrupts -
 GE Multilin 750/760 - Legacy Feeder Protection System
GE Multilin 750/760 - Legacy Feeder Protection System -
 GE Fanuc Automation VMICPCI-7806 Specifications
GE Fanuc Automation VMICPCI-7806 Specifications -
 VMIVME-7807 VME-7807RC* Intel® Pentium® M-Based VME SBC
VMIVME-7807 VME-7807RC* Intel® Pentium® M-Based VME SBC -
 GE Fanuc Automation VMIVME-7750 Specifications
GE Fanuc Automation VMIVME-7750 Specifications -
 FOXBORO Compact FBM240. Redundant with Readback, Discrete
FOXBORO Compact FBM240. Redundant with Readback, Discrete -
 FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module
FOXBORO FBM208/b, Redundant with Readback, 0 to 20 mA I/O Module -
 FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules
FOXBORO FBM201e Analog Input (0 to 20 mA) Interface Modules -
 Foxboro DCS FBM206 Pulse Input Module
Foxboro DCS FBM206 Pulse Input Module -
 FOXBORO FBM216 HART® Communication Redundant Input Interface Module
FOXBORO FBM216 HART® Communication Redundant Input Interface Module -
 FOXBORO Z-Module Control Processor 270 (ZCP270)
FOXBORO Z-Module Control Processor 270 (ZCP270) -
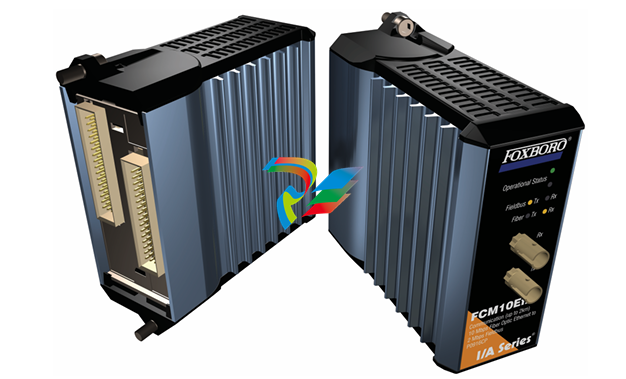 FOXBORO Fieldbus Communications Module, FCM10Ef
FOXBORO Fieldbus Communications Module, FCM10Ef -
 FOXBORO Fieldbus Communications Module, FCM10E
FOXBORO Fieldbus Communications Module, FCM10E -
 Foxboro DCS Compact FBM241/c/d, Redundant, Discrete I/O Modules
Foxboro DCS Compact FBM241/c/d, Redundant, Discrete I/O Modules -
Foxboro FBM223 PROFIBUS-DP™ Communication Interface Module


